Pencil milling
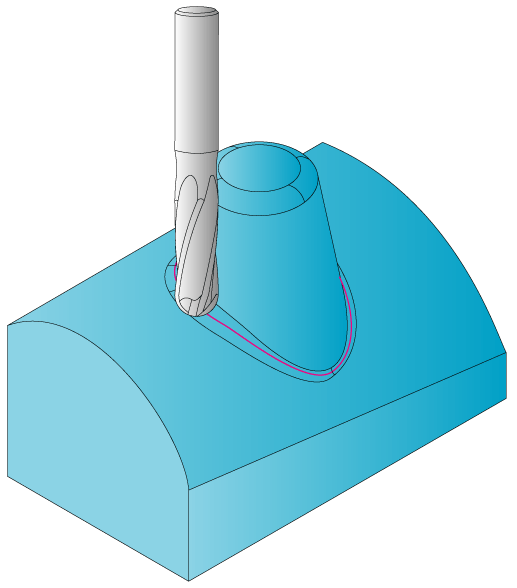
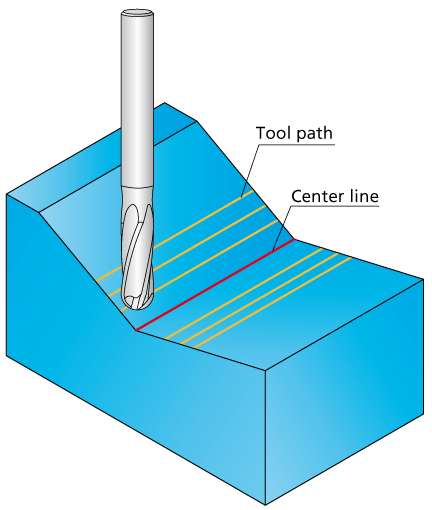
To clean out corners for semi-finishing operations, the typical method in the past was to pick two surfaces that form a corner and drive a tool along their intersection. This method worked well enough for small or simple parts or for complicated parts if there was plenty of time for programming. But because of the time required to manually pick and cut all of the corners for different sized tools, this step has been foregone in many cases, creating a dangerous condition for high speed machining. Pencil milling uses an algorithm that finds all of the corners of a part and automatically drives a tool along those corners. This kind of functionality is particularly important for high speed machining because of the desire to maintain a relatively constant chip removal rate. Without Pencil milling, when finishing these parts with walls and floors, the tool would be removing a considerably larger volume of material when it reaches the corners. With Pencil milling, the corners are already relieved, causing less tool deflection and noise when cutting the corner. This is true whether machining in a downhill or uphill fashion. |
 |
|
Since Pencil milling can clean out stock in corners, where the stock will typically be the heaviest, Pencil milling is often performed before various 3D finishing methods are run. The machine operator or NC programmer will typically reduce the feed rate of a pencil cut operation due to the increased material removal rate. It is recommended to use Pencil milling as a strategy for semi-finish. |
The Pencil milling dialog box enables you to define the parameters of the Pencil milling strategy.
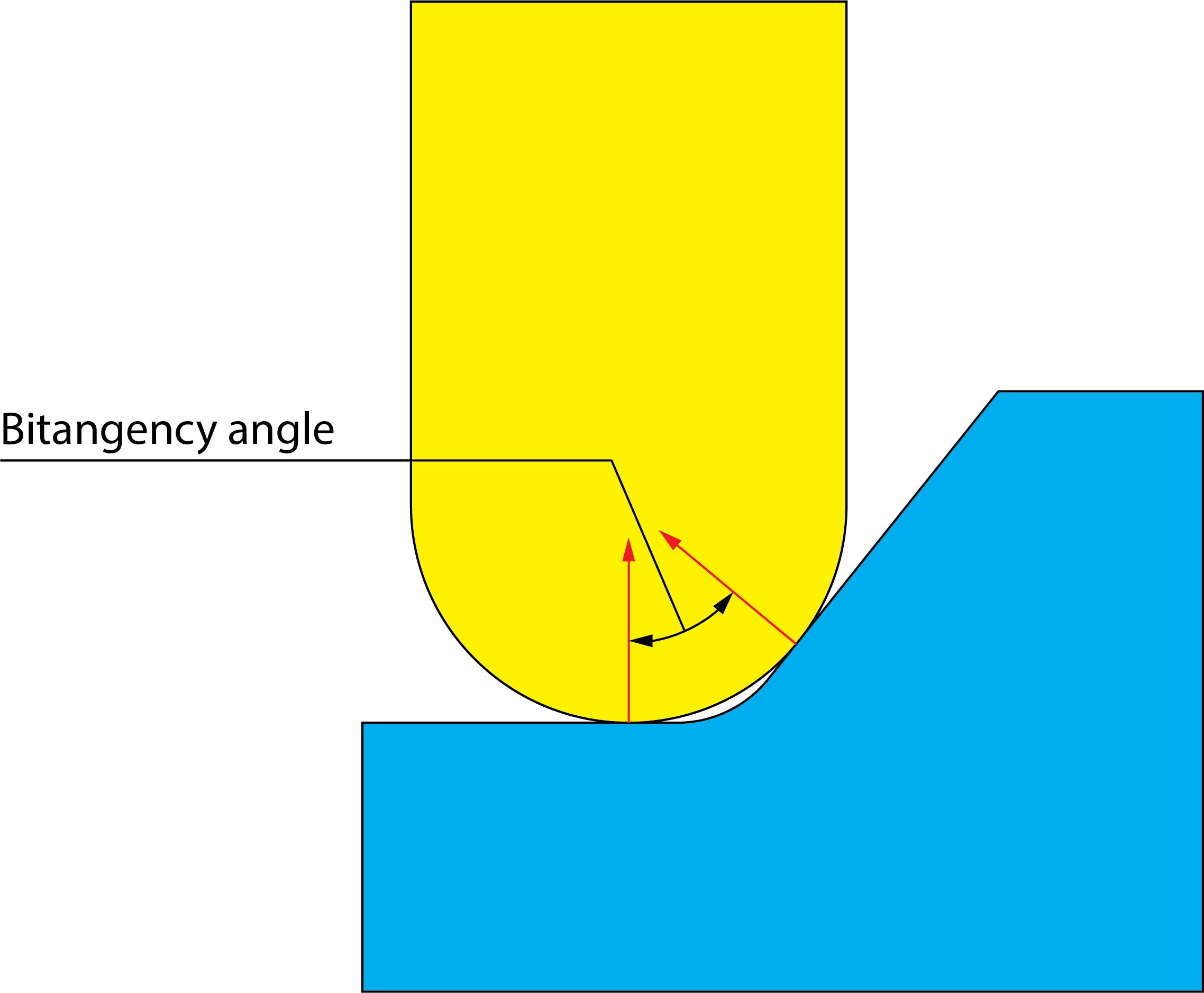
Bitangency angle
The Bitangency angle is the complement to 180° of the corner angle. SolidCAM will machine all corners that have a corner angle smaller than the 180° - Bitangency angle.
|
 |
Direction mode
|
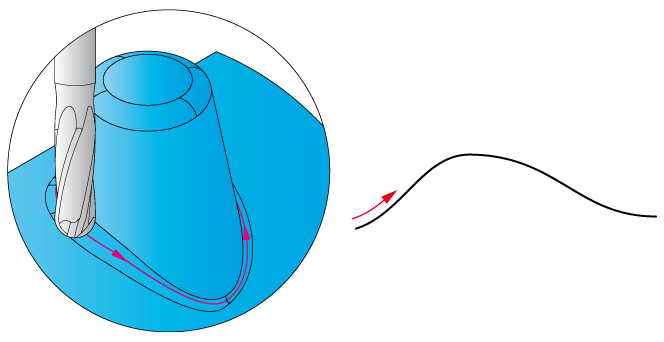
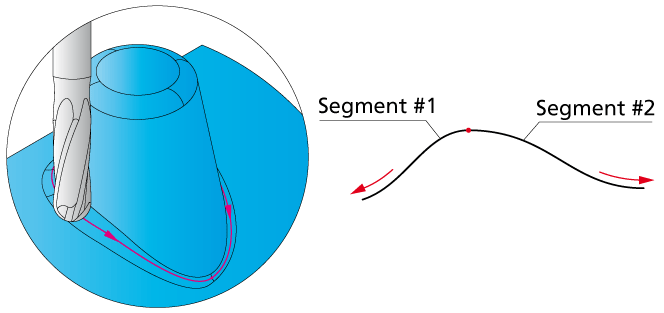
The tool mills the center line of Pencil milling from its start to its end in one movement.
|
 |
|
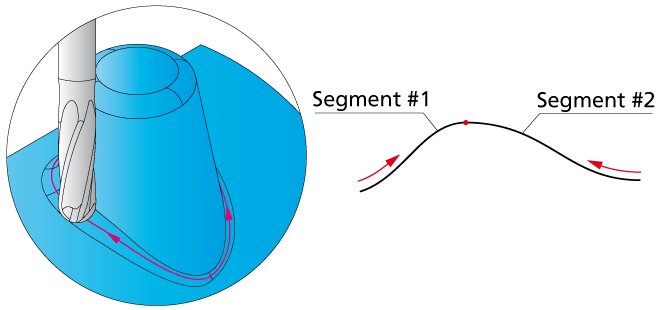
The tool will always mill from the lowest point of the center line of Pencil milling to the highest point. As the result the center line of pencil milling is divided into several segments with the tool moving rapidly from the end of one segment to the start of the next segment. |
 |
|
The tool will always mill from the highest point of the center line of Pencil milling to the lowest point. As a result the center line of pencil milling is divided into several segments with the tool moving rapidly from the end of one segment to the start of the next segment. |
 |
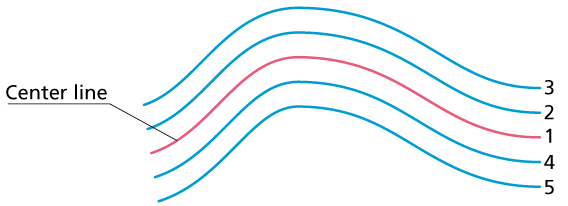
Offset
SolidCAM machines at an offset from the center line of Pencil milling. The following data has to be defined:
|
 |
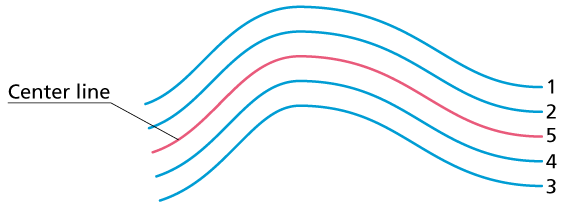
Start from
|
SolidCAM machines the center line of Pencil milling and then the offset passes at each side. |
 |
|
SolidCAM machines the offset passes from each side at the center line and then the center line of Pencil milling. |
 |
Related Topics