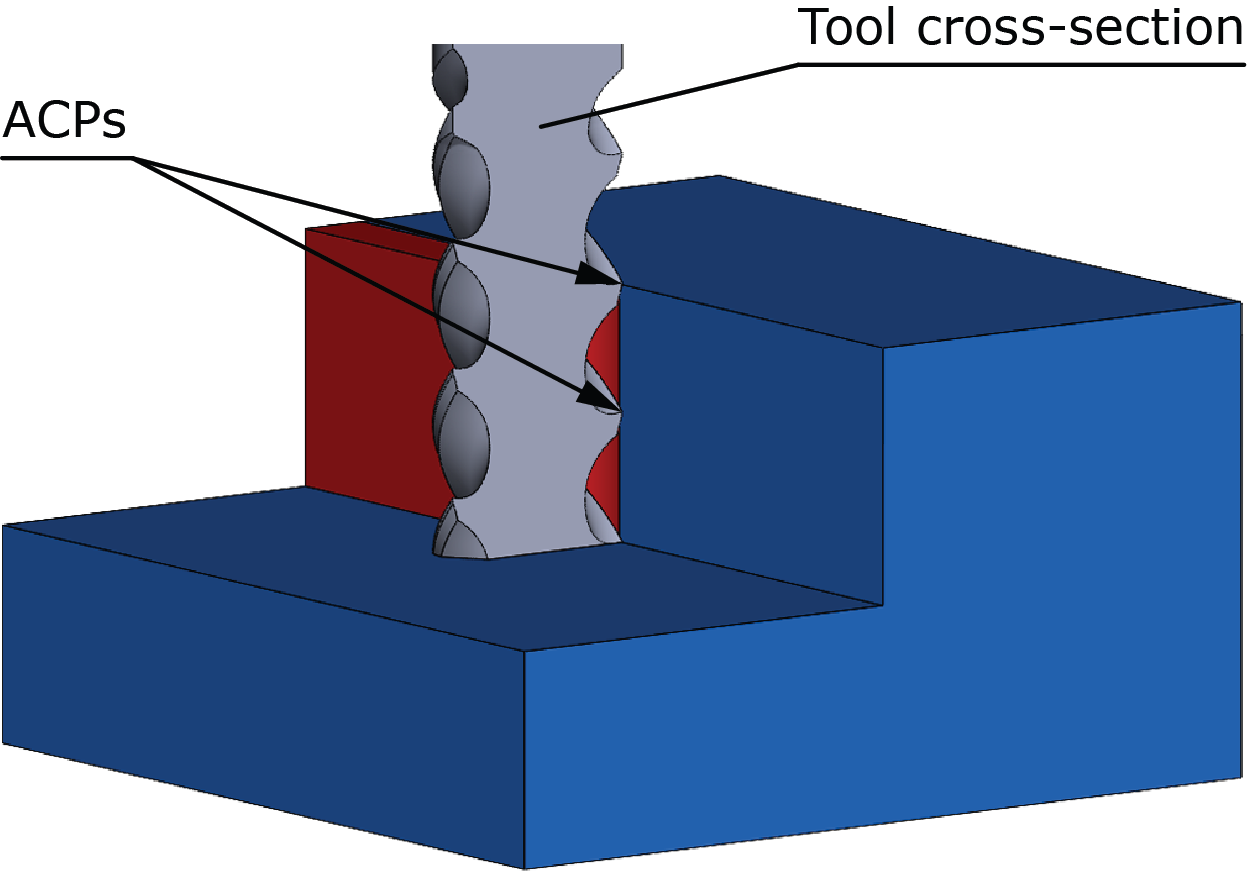
Axial Contact Points (ACP)
This is not a user-defined parameter. The iMachining Technology Wizard calculates and displays the ACP value, which reflects the number of Axial Contact Points the defined tool has with the vertical wall it is producing, along a vertical line.
Calculating the ACP value
If the axial depth of cut is d, the tool diameter is D with N flutes, and the flute helix angle is β, we can calculate the Flute Pitch P as follows:
(Flute Pitch) P = πD × tan(90 - β)
Since the tool has N flutes, the vertical distance p between neighboring cutting edges (Fine Pitch), is given by:
(Fine Pitch) p = P/N
The ACP can then be calculated by asking how many Fine Pitch intervals can fit in depth d. The answer is:
ACP = d/p
|
According to iMachining theory, the closer the ACP value is to a whole number (≥ 1), the less likely it is that vibrations will develop. Favorable ACP values are therefore taken into account when the depths are calculated. |
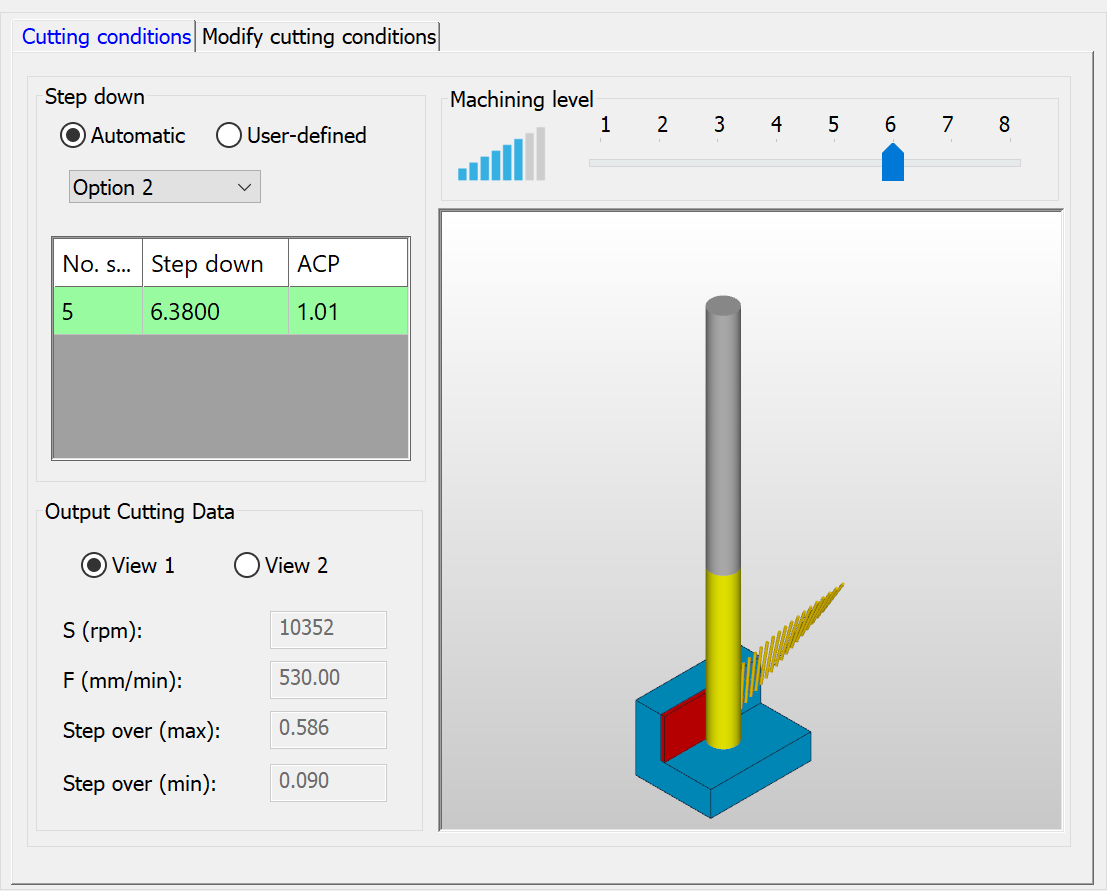
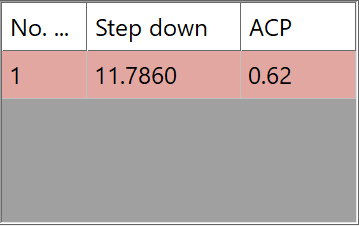
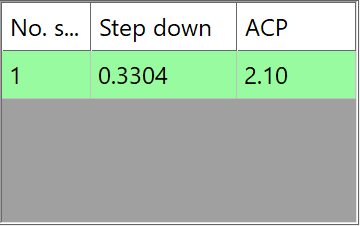
The Technology Wizard will alert you whether or not the current situation for stability is good based on the ACP value and the color of the Step down row. The output grid changes color to indicate the current situation:
|
|
|
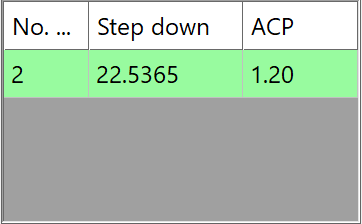
Green = Good – Preferred |
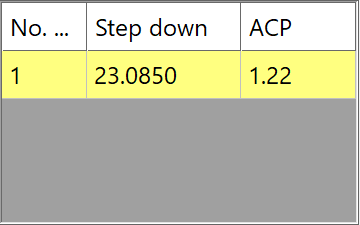
Yellow = Not so good – Medium likelihood of vibrations |
Red = Bad – High likelihood of vibrations |
By default, there is a 20% tolerance on any ACP over 1.0 and to the nearest whole number (e.g., 1.1, 1.2, 1.8, 1.9, 2.1, 2.2).
Currently, the ACP indication by itself has no effect on the Cutting conditions. However, it is important to use the ACP indication as a guide to assist you in avoiding vibrations.
|
It is not possible to always be machining with preferred ACPs; but by monitoring the ACP values and the cutting results, over time you may find that matching a tool with the step downs to get good ACPs is beneficial. |
Avoiding vibrations with iMachining
Reaction of cutting force is transmitted to the tool and from there to the machine. If the machine and set-up are not rigid enough, vibrations will develop. If you keep increasing the feed rate and spindle speed, eventually the reaction becomes vibration.
Sometimes, the vibration makes resonance with the machine natural frequency, and the vibration becomes stronger.
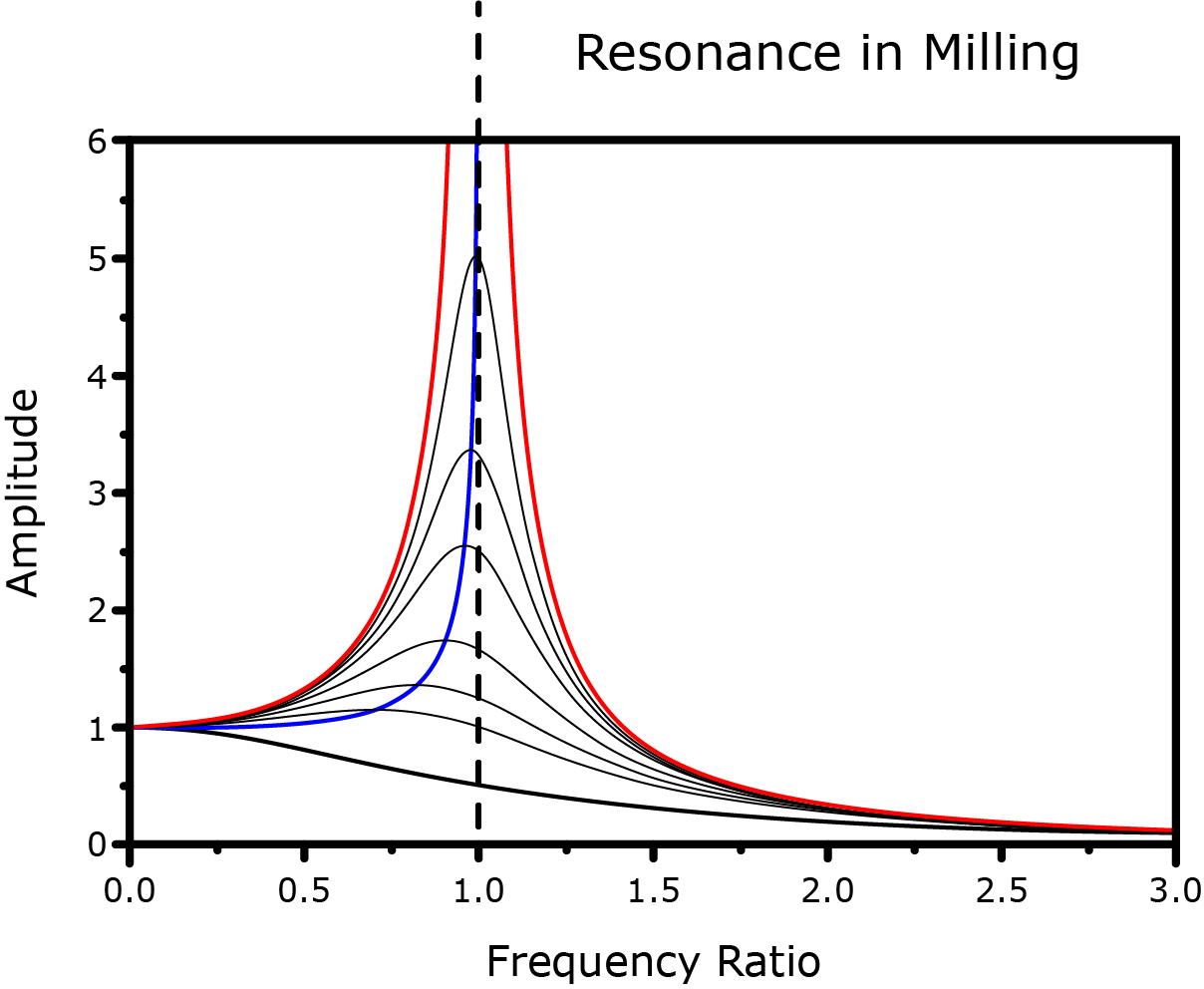
The amplitude of vibration increases as the driving frequency approaches the resonant frequency of the machine. The driving frequency is that of the flutes of the tool entering the material. An end mill with 4 flutes rotating at 600 RPM, enters the material 2400 times a minute, which translates to a driving frequency of 40 (2400/60) oscillations per second (Hz).
If the natural frequency of the machine is around 40 Hz, the above milling action will cause the machine to resonate, and the result will be strong vibrations.
|
In such a situation of resonance, it is sometimes possible to avoid the resonant frequency range by increasing the Machining level. Increasing the axial depth of cut may also help. Of course, decreasing the Machining level is also an option. |
Merge ACPs in cases of 2 or more step downs
The Wizard can merge ACPs as a quick option for possibly producing more favorable ones and correspondingly better overall cutting results.
The option to merge ACPs appears on the Technology Wizard page when the Wizard is using Automatic (default mode) to calculate Step down.
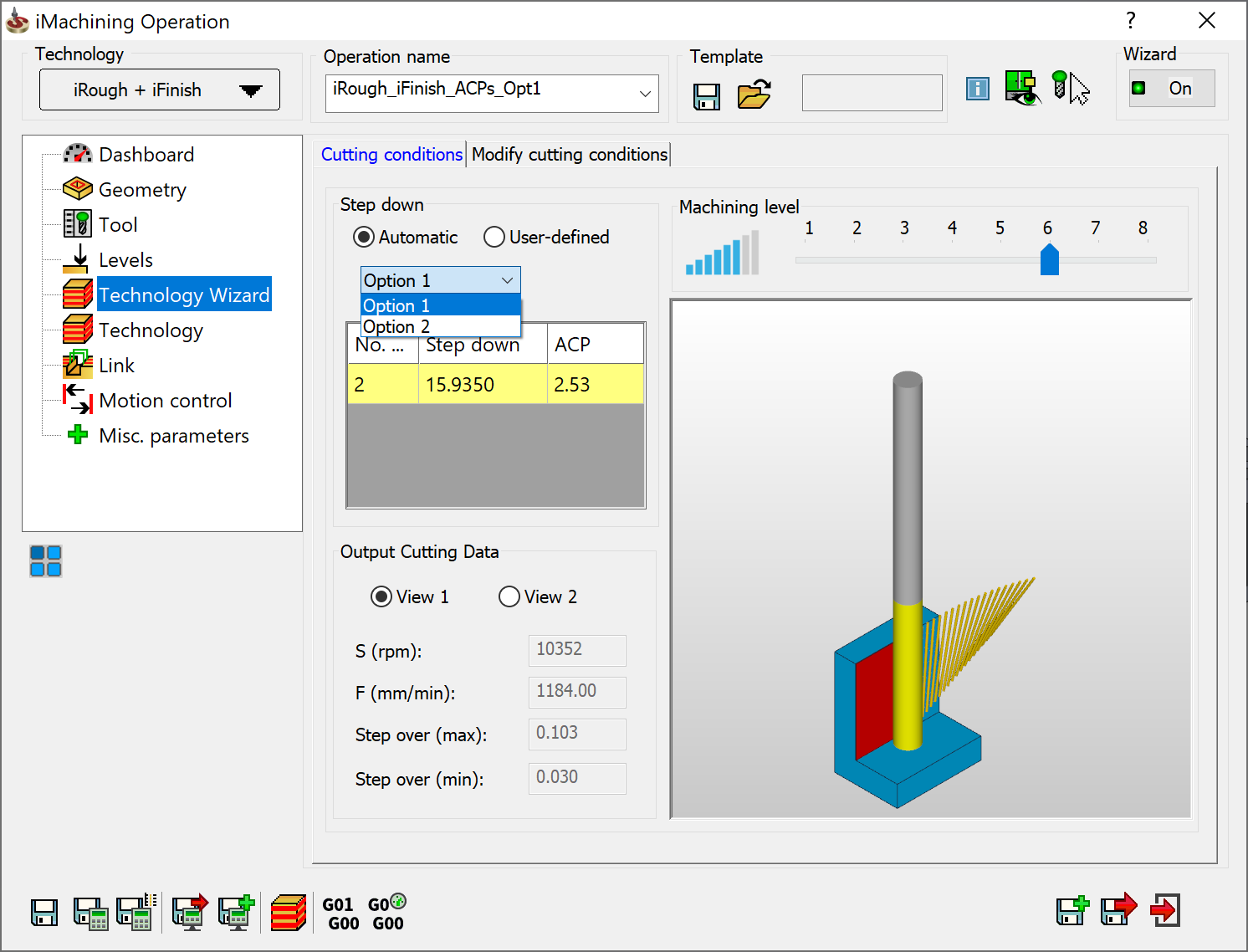
In cases of 2 or more step downs: