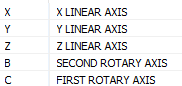
Turret Axes
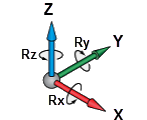
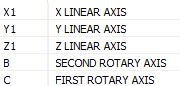
The number of machine axes refers to the ability of the CNC-machine to perform movement about different axes. In most CNC-milling machines, the movement starts with three primary linear axes: X, Y and Z. The rotary axes are provided by the machine ability to rotate about an axis. For example,Rx-axis rotates parallel and about X-axis, Ry-axis rotates parallel and about Y-axis, Rz-axis rotates parallel and about Z-axis. |
 |
Axes Order
The order of axes placement one under another is very important. The axis located higher in the hierarchy is considered as a parent to the axis located lower. When a parent axis moves or rotates, it affects a child axis.
The Axes Order is defined with the following parameters:
| Value | Enter the priority of Axes |
| Used in Milling | Choose the type of movements you are going to perform with the axis in Milling operations: {SIMULTANEOUS, INDEXIAL, or NONE}. |
| Used in Turning | Choose the type of movements you are going to perform with the axis in Turning operations:
|
| Inclined Turning | Choose whether axis can perform simultaneous tilting movements in turning operation {TRUE, or FALSE} |
The priority of the rotary axes is determined according to the rules related to the kinematic configuration of the CNC-machine. The following rules apply to the axes order:
| Head-Head | For Head-Head machines,
the dependent axis is the Second rotary axis.
|
|
| Axes order | 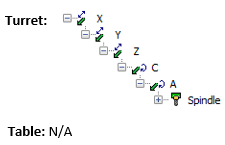
|
|
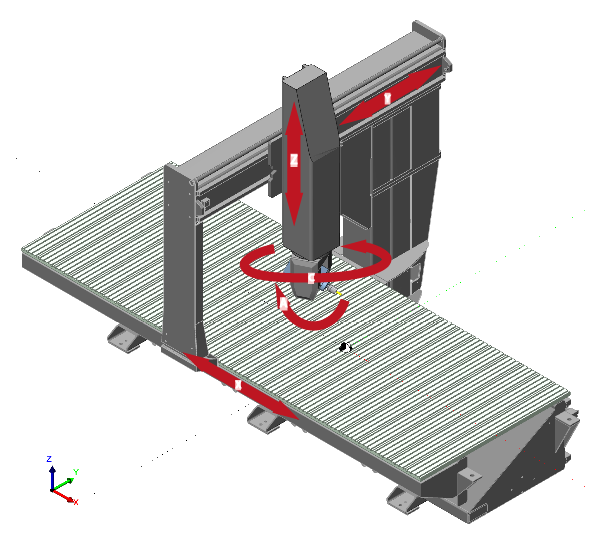
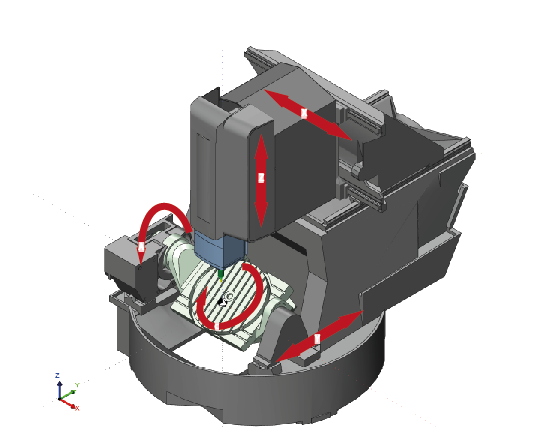
| Head-Table | For Head-Table machines,
the First rotary axis should be located on the table.
.png)
|
|
| Axes order | 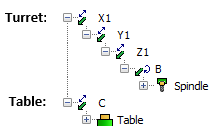 |
|
| Table-table | For Table-Table machines,
the dependent axis is the First rotary axis.
|
|
| Axes order | 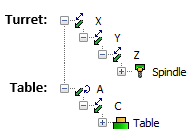
|
|
|
If the axis value is left blank in the right pane, then the axis will be inactive in the current Submachine.
|
|
In order to delete an axis, you have to define it as inactive in the Axes Order. Only then you will be able to delete the axis. If you try to delete an axis before removing it from the Axes Order, the following warning message is displayed:
|
Axis Parameters
Name |
Enter the axis name |
Axis Type |
Choose either Linear or Rotary type of axis |
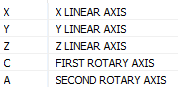
Axis Vector |
Choose
the axis vector from the list or select |
Rotation Point |
Set the axis rotation point relative to the Device CoordSys (for rotary axis) |
Inclined Turning |
You can define for a rotary device, if it supports the option of angled turning |
Enter the parking position of the device |
|
Min Limit(deg) |
Enter minimum limit value of the current axis |
Max Limit(deg) |
Enter maximum limit value of the current axis |
Used in Milling As |
Choose the way of the current axis behavior in Milling Operations out of three option: Simultaneous, Indexial, Not Used. |
Choose the way of the current axis behavior in Turning Operations out of three option: Simultaneous, Indexial, Not Used. |
|
Interpolation Step(deg) |
Enter the minimal step of for the current machine axis. The step lesser than this value will be ignored. |
Rapid(mm/min) |
Enter the actual axis Rapid type feed. This feed is for the purpose of machining time calculation. |
Min. Feed(mm/min) |
Enter the minimal axis feed value allowed by the machine |
Max. Feed(mm/min) |
Enter the maximal axis feed value allowed by the machine |
Acceleration |
Enter the velocity value on which the axis can accelerate |
Deceleration |
Enter the velocity value on which the axis can decelerate |
Max. Velocity for Direction Change |
Enter the feed rate value for motions that can cause the axis to decelerate to zero velocity |
 and define a new one relative to the Device CoordSys
and define a new one relative to the Device CoordSys