Open pocket machining
The Open pocket tab is enabled only when the pocket geometry contains open edges.
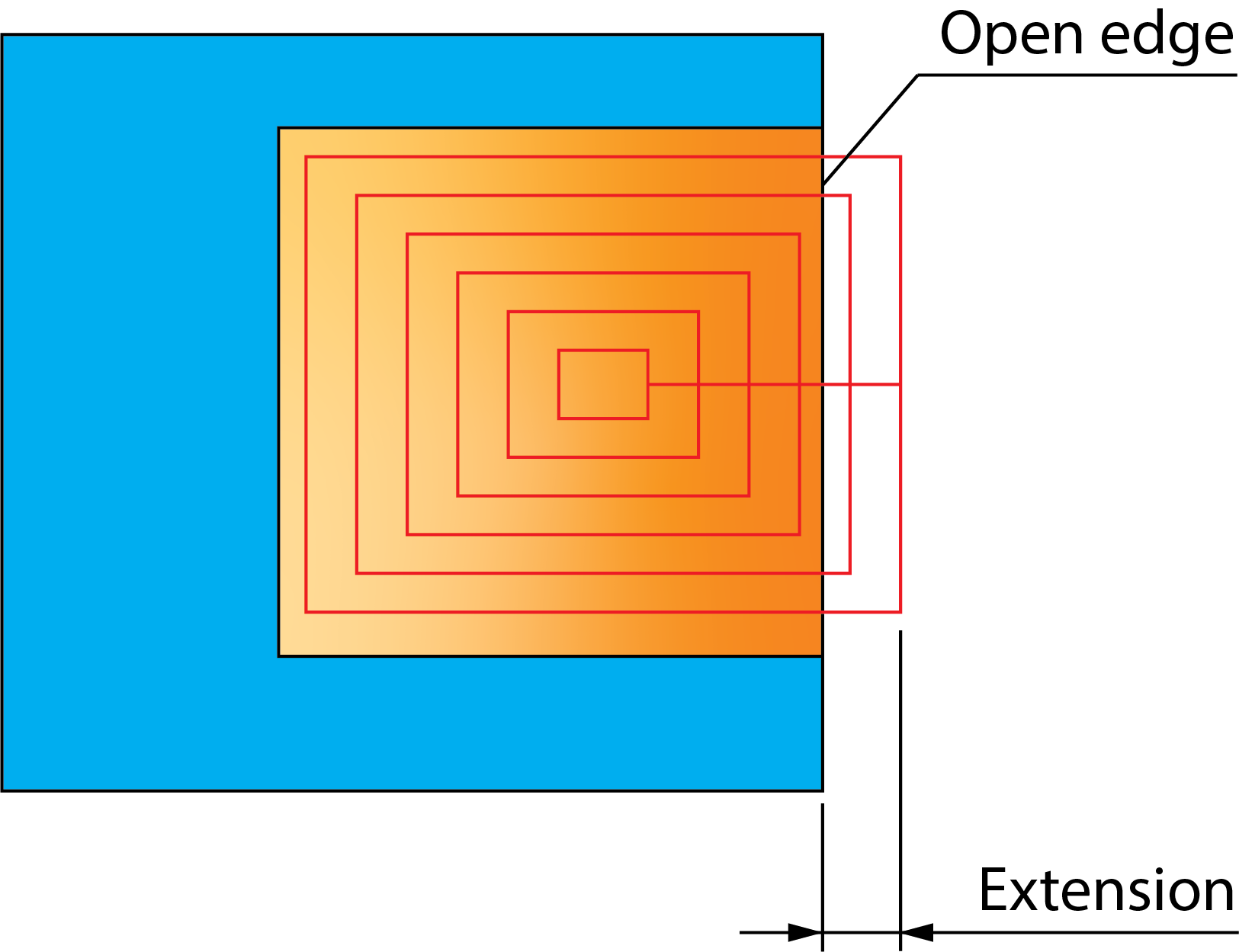
Extension
During the open pocket machining, the tool path is extended beyond the open edges. The Extension section enables you to define the overlapping between the tool and the open edges; the overlapping can be defined as a percentage of the tool diameter (the % of tool diameter option) or as a value (the Value option).
User-defined angle
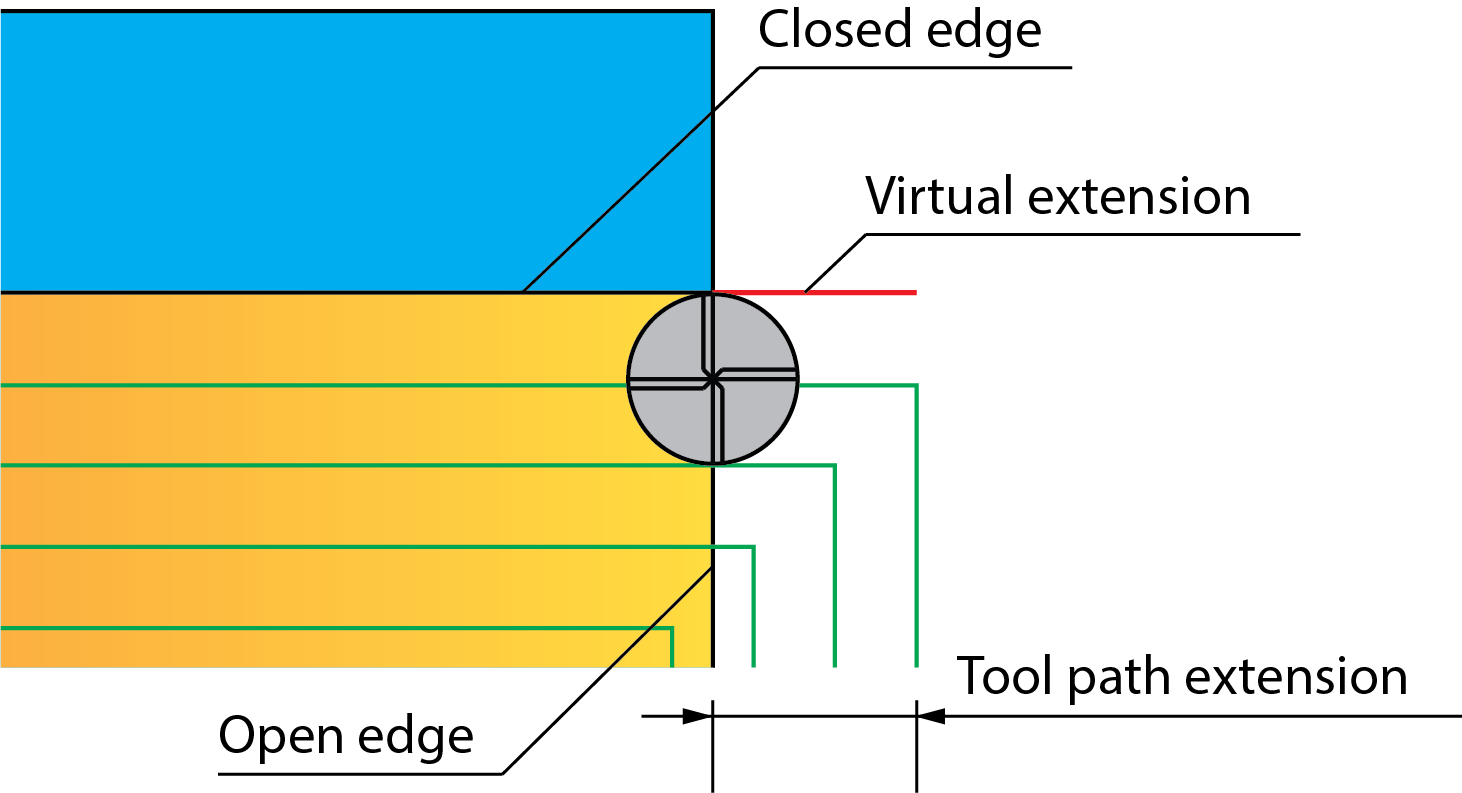
When the tool path is extended, it is contained within a virtual boundary created by SolidCAM extending the closed edges of the pocket geometry beyond the open edges. By default, the closed edges are virtually extended in the tangential direction.
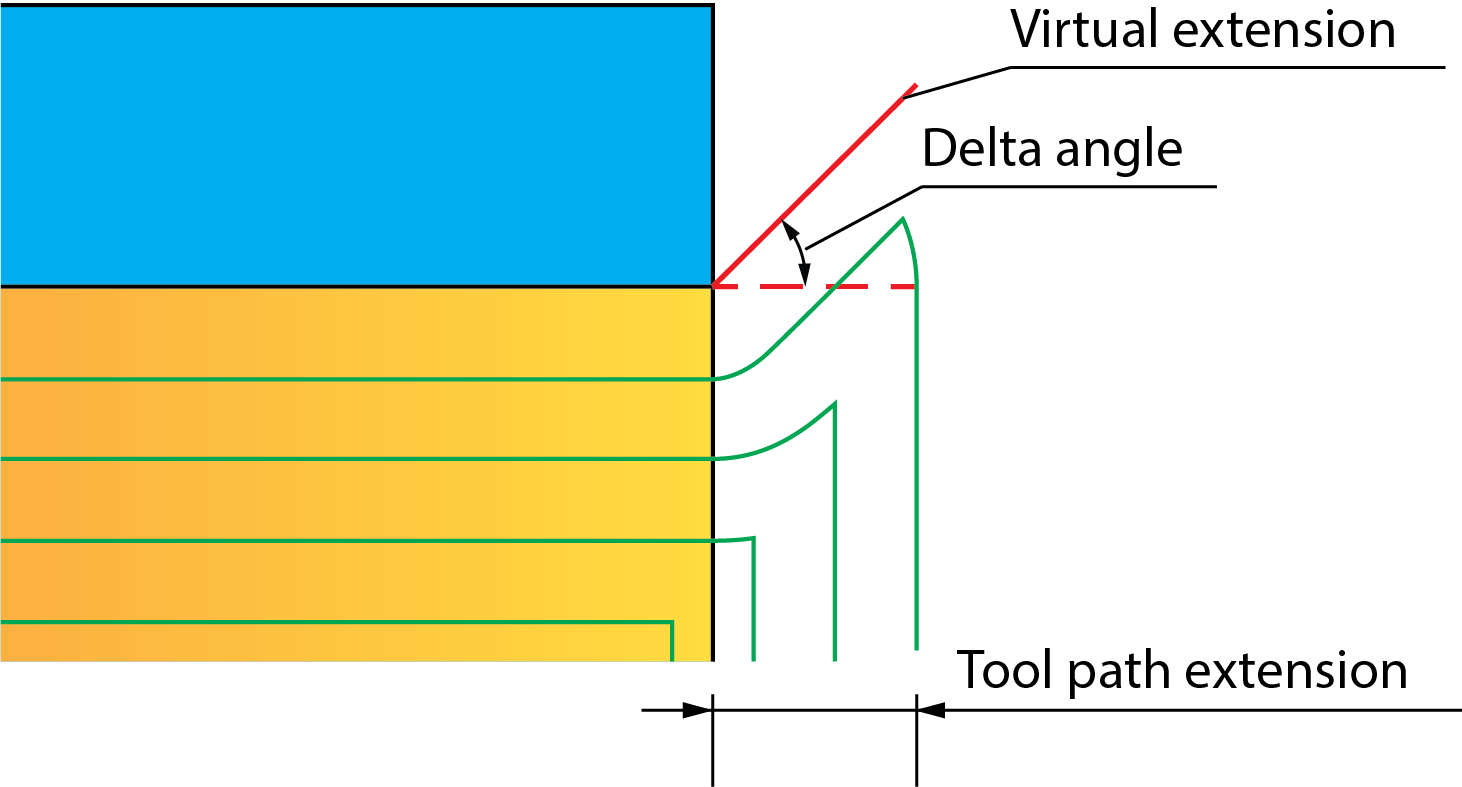
The User-defined angle option enables you to change the direction of the virtual extension, thus changing the shape of the extended tool path. The Delta angle parameter specifies the angle of the virtual extension and its direction is measured according to the pocket geometry.
If the closed edges are not tangent to the open edges, the Delta angle is measured away from the open pocket areas, laterally increasing the virtual boundary that contains the tool path.
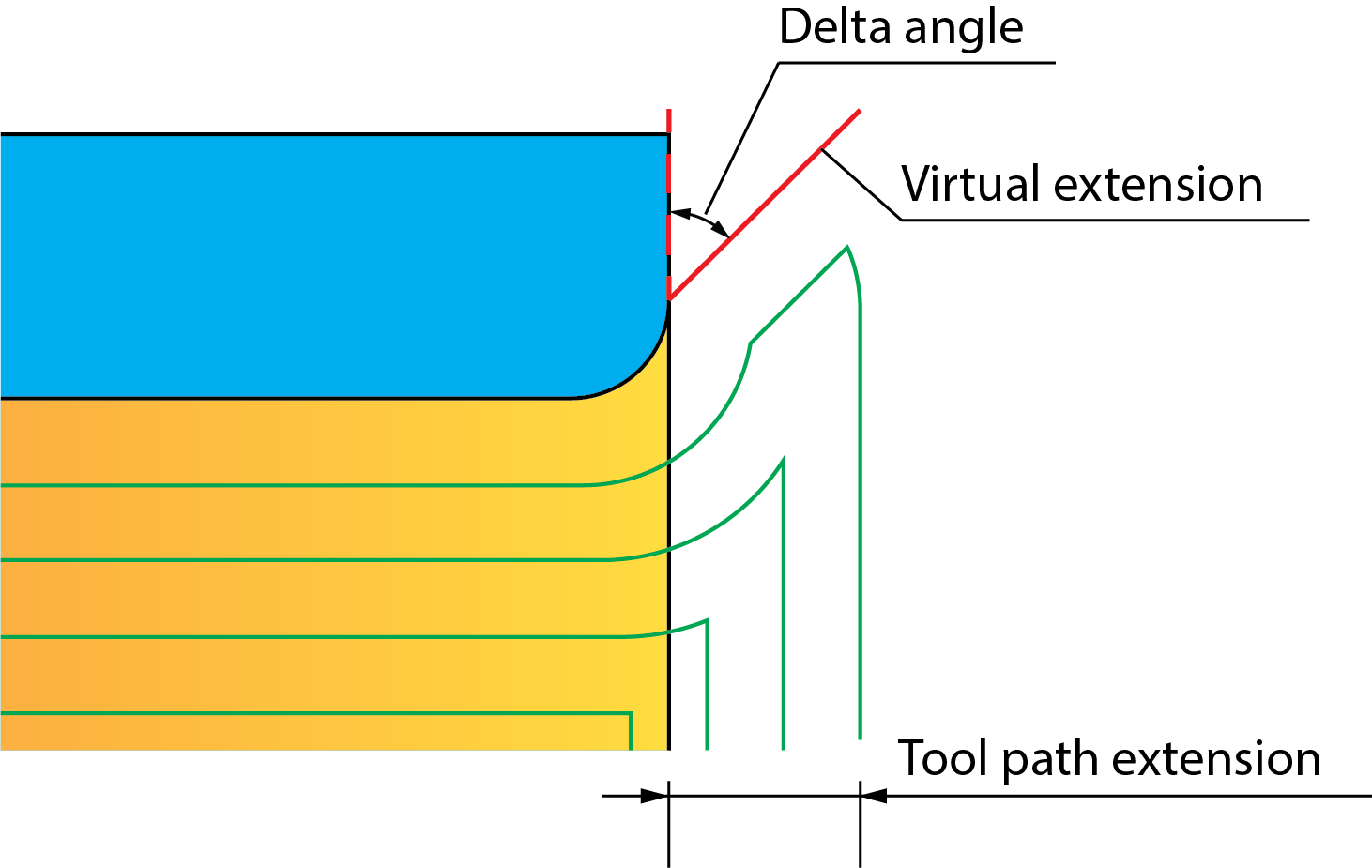
If the closed edges are tangent to the open edges, the Delta angle is measured towards the open pocket areas, laterally decreasing the virtual boundary that contains the tool path.
Use profile strategy
This option enables you to perform the open pocket machining in a Profile manner. The tool path at a specific Z-level consists of several equidistant profiles starting from outside the material at the distance defined by the Extension parameter. The tool moves on offsets parallel to the pocket geometry.

The following options enable you to define the cutting direction and the linking of the tool path:
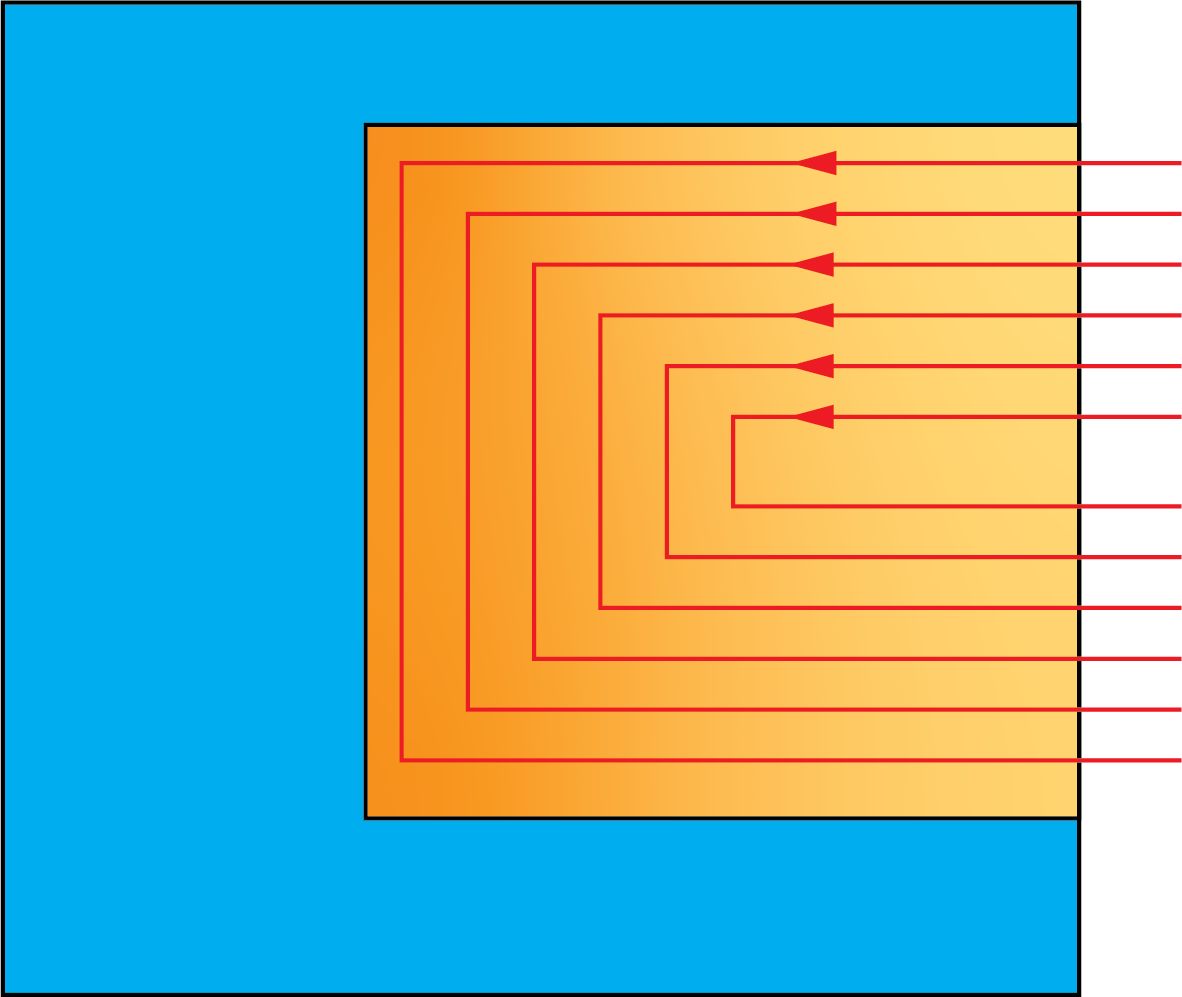
When the One way option is chosen, the tool finishes one profile pass, then rapidly moves (G0) to the safety distance and then to the start of the next cutting pass. The cutting direction (either climb or conventional) is preserved for each cutting pass.
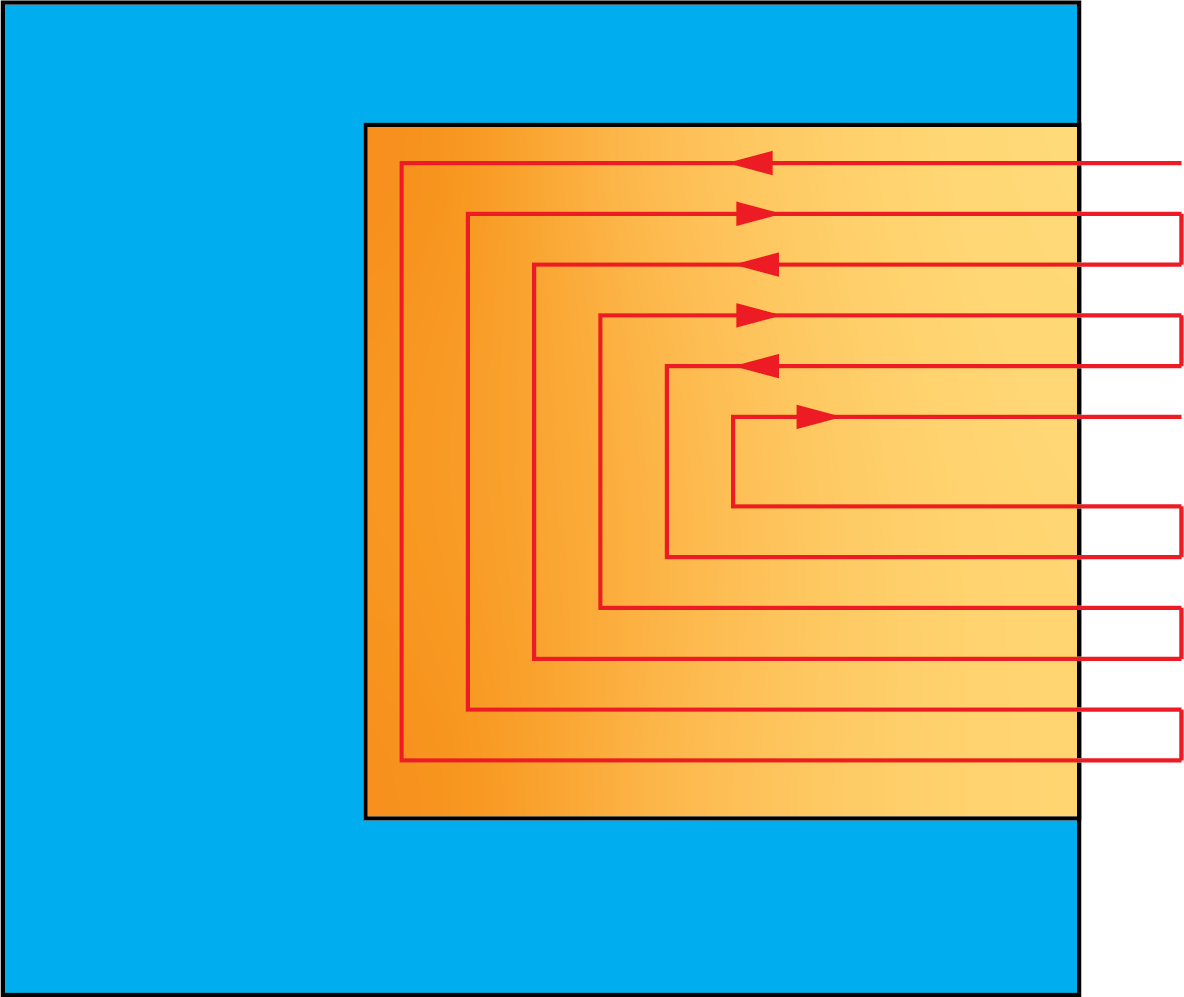
When the Zigzag option is chosen, the tool finishes one profile pass and then moves directly to the next pass. The machining is performed without leaving the material, thus constantly switching between climb and conventional milling.
Approach from outside
This option enables the tool to approach from outside the material in the open pocket areas, if possible. Such approach enables you to decrease the tool loading when plunging into the material. This option enables you to perform the approach movement from the automatically calculated point outside of the material. The tool moves to the required depth outside of the material and then plunges into the material.

Descend in Rapid to Cut level
This option enables you to avoid vertical non-machining movements outside of the material performed with the working feed by direct rapid movement down to the cutting level.
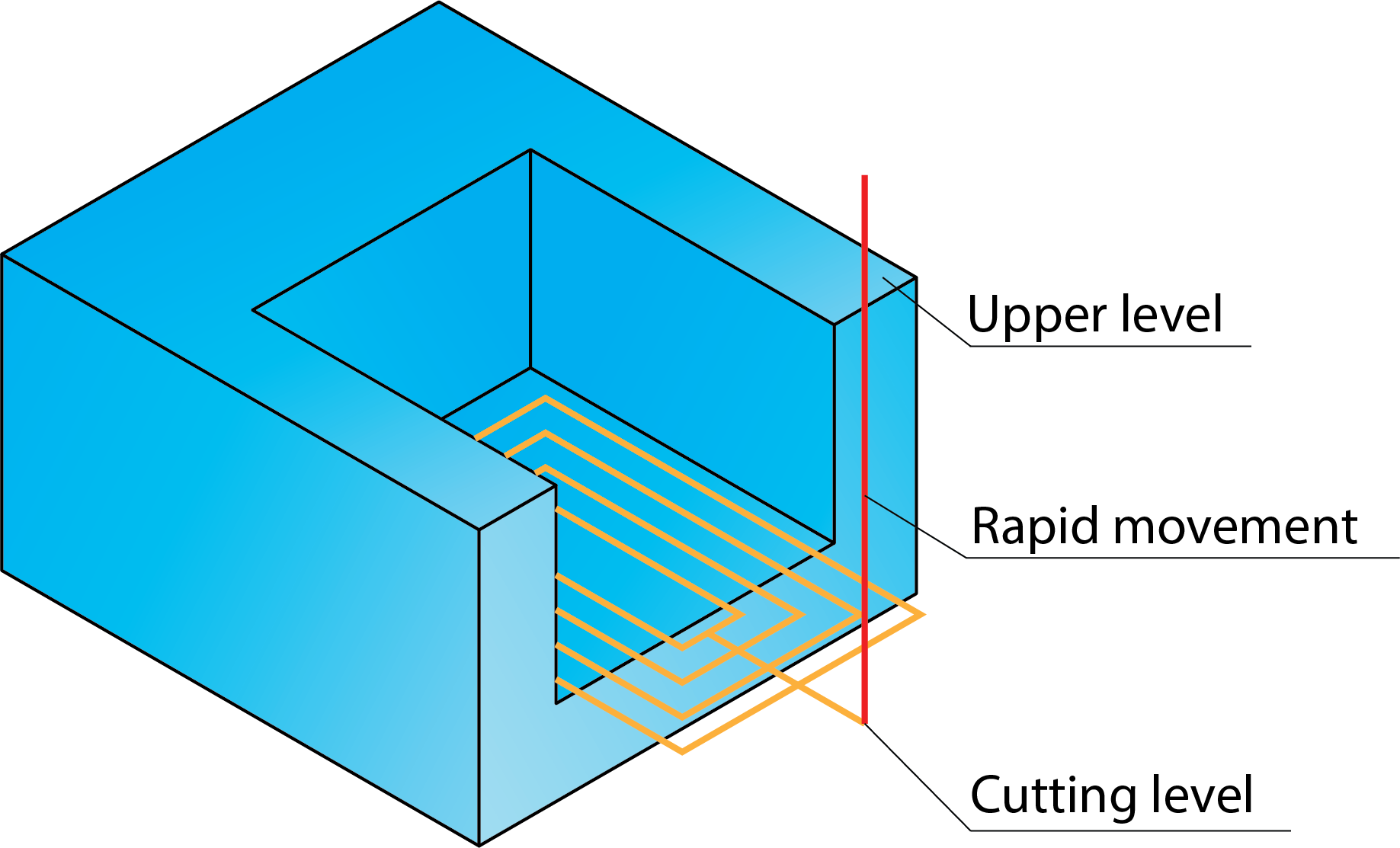
When this check box is selected, the tool descends from the Clearance level outside of the material directly to the cutting level (defined with the Step down parameter) using the Rapid feed. Then the horizontal movement into the material is started with the working feed.
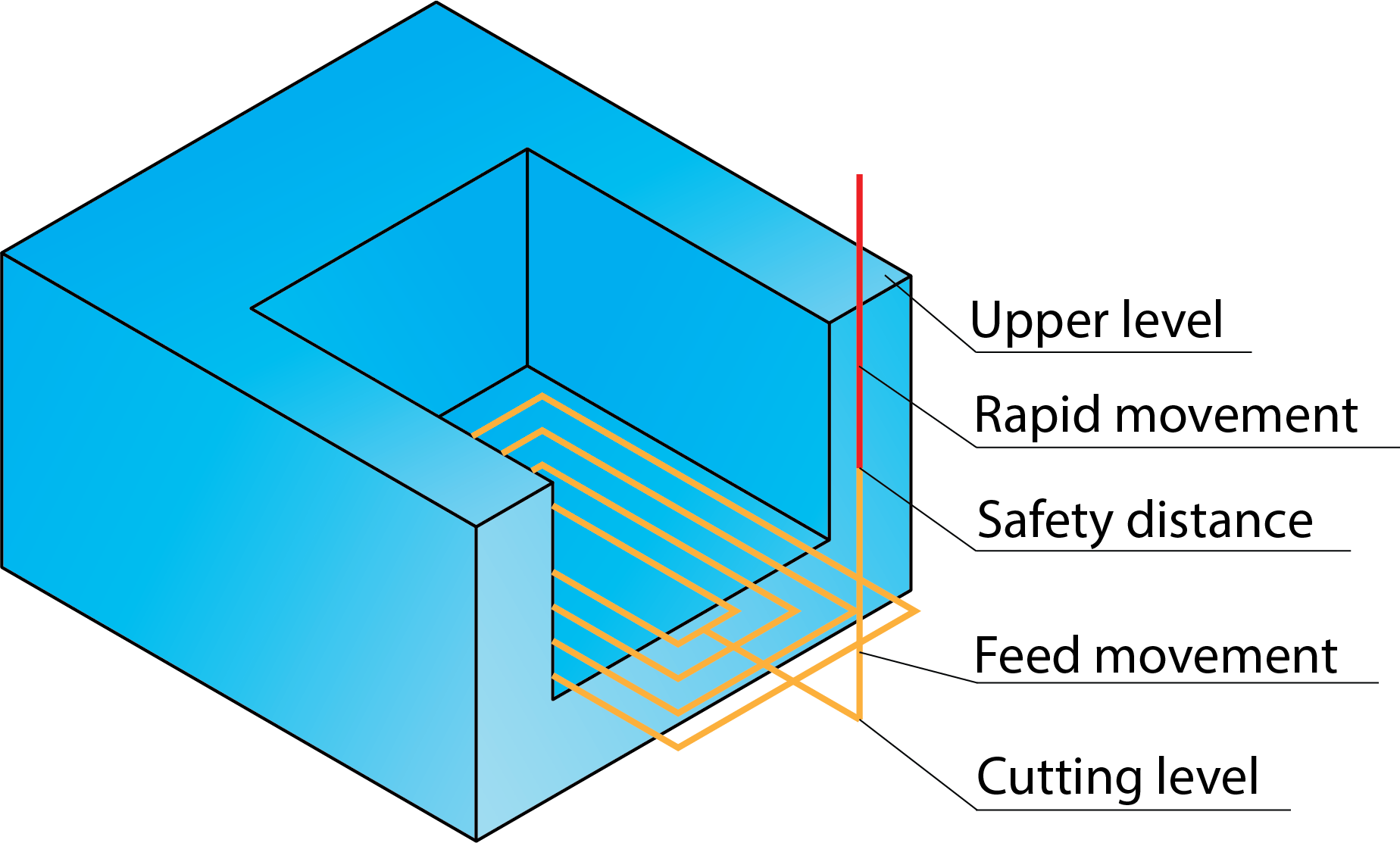
When this check box is not selected, the tool descends from the Clearance level down to the Safety distance the Rapid feed. From the Safety distance, the tool descends down to the cutting level (defined with the Step down parameter) with the defined feed and starts the horizontal cutting movements into the material with the working feed.
|
The Descend in Rapid to Cut level check box is available only when the Approach from outside check box is selected. |
Related Topics