Material Database
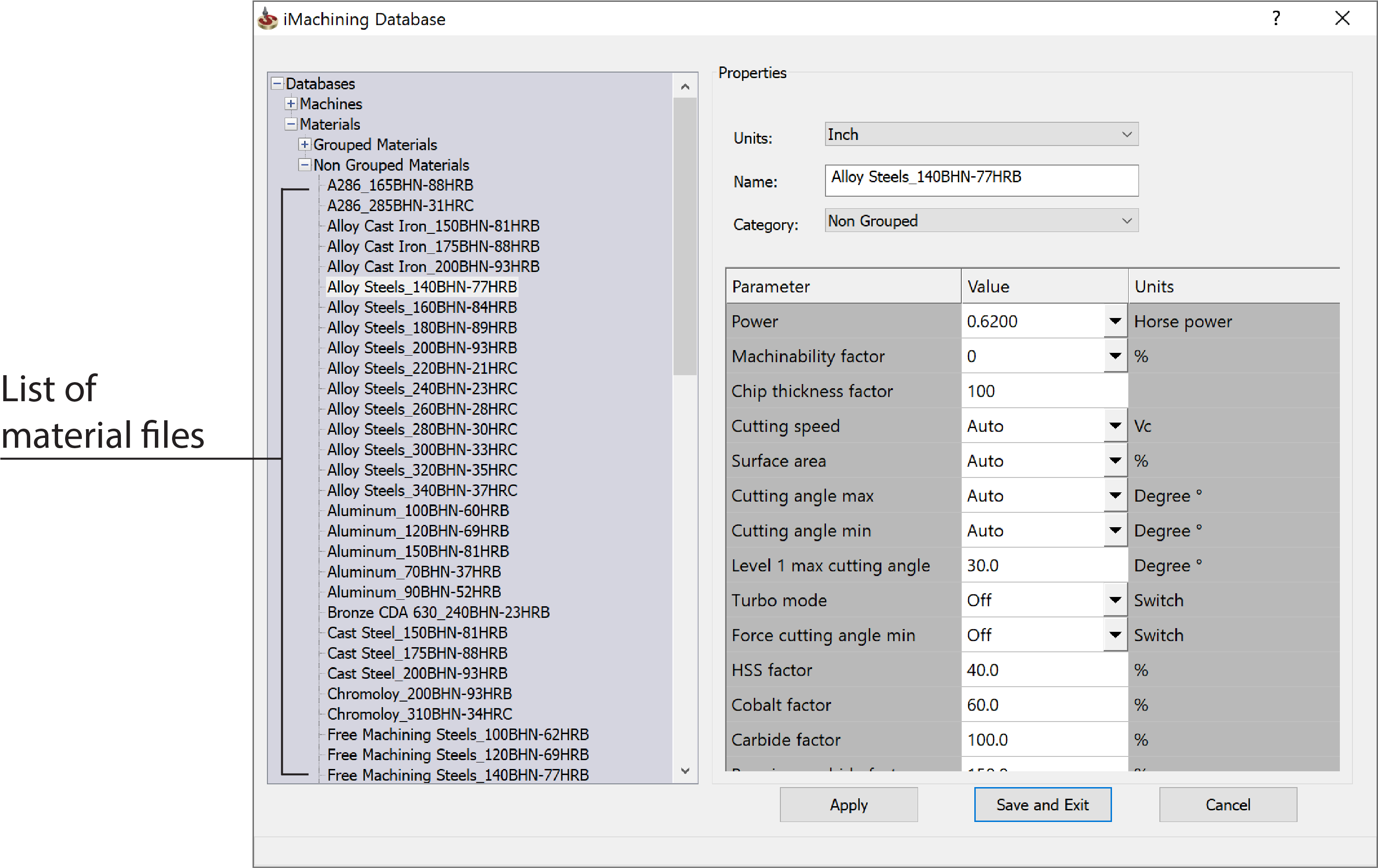
The Materials tree of the iMachining Database dialog box enables you to add new and edit existing material files contained in the iMachining Database. All SolidCAM versions are supplied with a basic Material Database of more than 70 different materials.
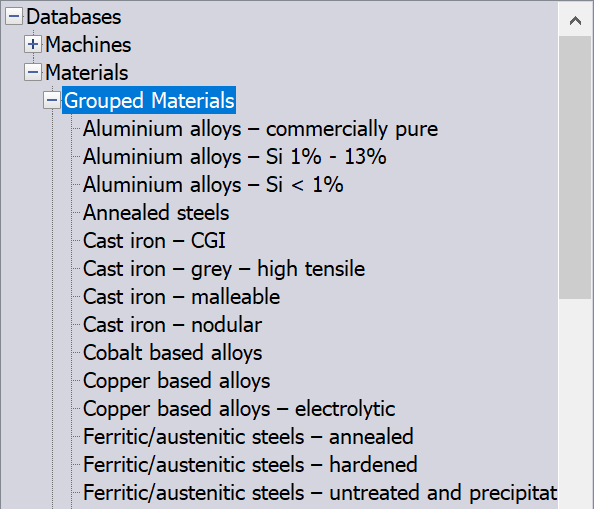
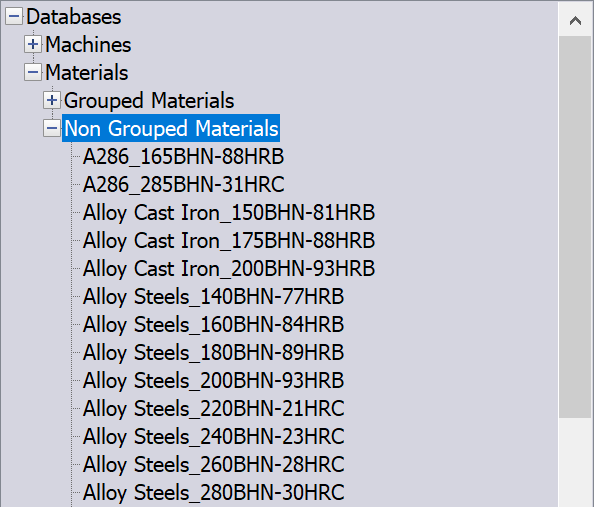
The Materials subheader contains two lower level lists, Grouped Materials and Non Grouped Materials. By default, all the materials originally supplied with the system as well as those that you have already added are organized into the Non Grouped category.
By grouping materials into specific categories, SolidCAM provides two major advantages:
1. The iMachining technology receives enhanced material property data, enabling the Technology Wizard to produce Cutting conditions that are even more accurate than before.
2. It enables you to better manage the material files contained in the iMachining Database, improving its overall organization.
Grouped materials |
Non Grouped materials |
|
|
Adding a new material file to the iMachining Database
- Right-click Materials in the iMachining Database dialog box and select New Material.
- By default the name of the new material added is New Material.
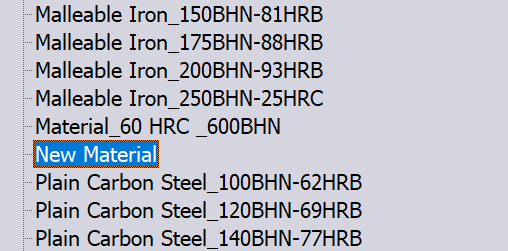
- Right-click New Material and select Rename. Enter a name for the new material file (e.g., Titanium_Ti)
There is one required value needed for the material definition, which is represented by the highlighted field.
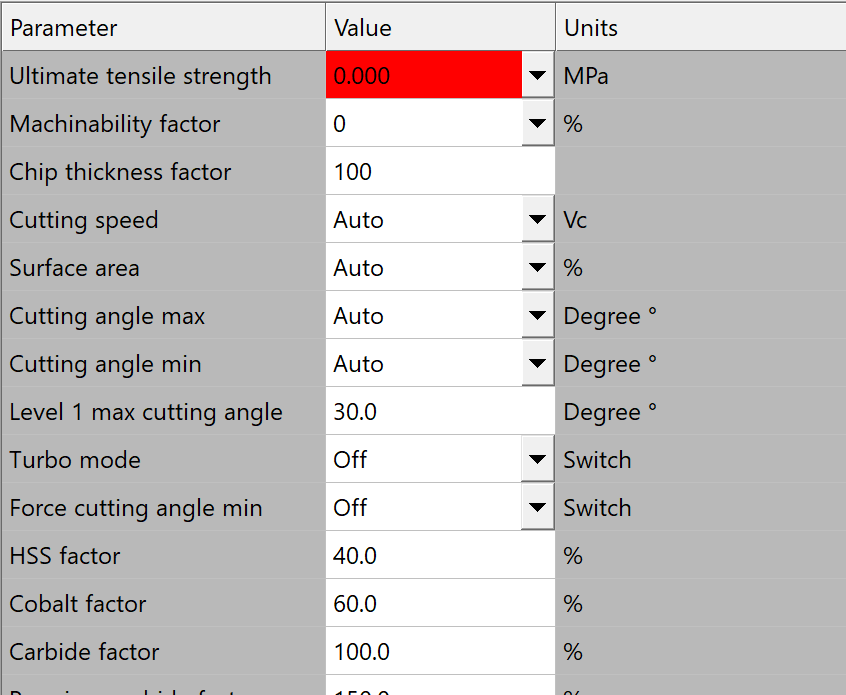
Ultimate Tensile Strength (UTS) reflects the physical property that determines the force per unit area required to cut the material.
Properties
Units: This option enables you to toggle the parameter values between Metric and Inch.
Name: The name of the machine selected is displayed in this field.
Category: This option enables you to group each material into one of the predefined material categories. Grouped materials will appear in the tree under its specified category.
Material Parameters
This section enables you to manually define the Cutting conditions that are specific to the material. For each iMachining operation, the following parameters are automatically calculated by the Technology Wizard:
Power factor / Ultimate Tensile Strength
|
Different materials require different amounts of force to cut them. When the iMachining Technology Wizard was first developed, it was designed to calculate the cutting force of a material using the Power factor, which specifies the power required to cut 1 cubic centimeter of material per minute (in Metric units of Kw) or 1 cubic inch of material per minute (in English units of Hp). This is an engineering property of the material, which is based on its physical properties but is not so readily available in standard material property data resources. For newly added materials, the physical property that determines the force required for a particular cut is the Ultimate Tensile Strength (UTS), given in Metric units of MPa (Mega Pascal) or English units of psi (pound per square inch).
The best way to find the correct UTS rating of a material is by using www.matweb.com, or some similar online resource for acquiring material property data. It is important to know the exact specification of your material so that you may find the correct UTS rating. If there are many ratings to choose from, always start with the highest UTS - this is absolutely safe.
|
||||
| Machinability factor | It is common that the same materials are often made by many different manufacturers. Therefore, it should be expected that tolerances can exist between your material and its given property rating, making the material more or less machinable. After machining your newly supplied material for the first time, you may discover that it can be cut faster than the Machining level slider or Turbo Mode permits. In most cases, this means that your material is less hard than specified by your property data resource.
The Machinability factor enables you to alter the hardness of a material without changing its given UTS rating. Selecting a positive value from the drop-down list informs iMachining that your material is less hard than indicated by the assigned UTS value and is more machinable by the specified percentage. Accordingly, the Technology Wizard will output more aggressive Cutting conditions by default. |
||||
| Chip thickness factor | This
parameter enables you to adjust the chip thickness (CT) for all
tools at one time. The default setting is Auto at 100%. Double-click
this field to manually set the Chip thickness factor.
If you find that increasing or decreasing the feed rate or spindle speed cuts better, you are most likely modifying CT. If you increase the feed at your machine to 120% for example, you are increasing CT by 20%. Thus, increasing the Chip thickness factor to 120% will eliminate the need for adjusting the feed. If you find that certain materials cut better at specific feeds or speeds, you can "lock in" the appropriate Chip thickness factor for that material. It is up to you to determine what value is best. |
||||
| Cutting speed | Auto is set by default, the text field remains locked. Because they are automatically calculated according to several factors, actual values cannot be displayed. If you have preferred values for any of the above parameters that are specific to the material, double-click the field to open the field for editing. |
||||
| Surface area | |||||
| Cutting angle max | |||||
| Cutting angle min | |||||
| Level 1 max cutting angle | This parameter enables you to specify the maximum cutting angle for Machining level 1 that is specific to the material. The default setting is 30° for all materials. | ||||
When cutting a specific material, this option enables you to activate the Turbo Mode for all iMachining operations at one time. |
|||||
When cutting a specific material, this option enables you to force the iMachining Technology Wizard to use the minimum cutting angle for all Machining levels. |
|||||
HSS factor |
When cutting a specific material, these options enable you to define the default Tool Material values using the Cutter Condition Data button in the Data Toolbar of the ToolKit dialog box. | ||||
Cobalt factor |
|||||
Carbide factor |
|||||
Premium carbide factor |
|||||
| Finish Spin % | Auto is set by default. The Finish Spin % parameter modifies the current roughing spin. A percentage value selected from the drop-down list modifies the finish spin from the current roughing spin value. |