Taper mill
This tool type is supported in the calculations of the Sim. 5 Axis Operations. In 2.5D Milling Operations such as Profile and Pocket, only the bottom diameter is taken into account in the tool path calculation. This tool is used for milling internal or external walls with a constant draft angle.
A tool of this type is defined with the parameters shown in the image.
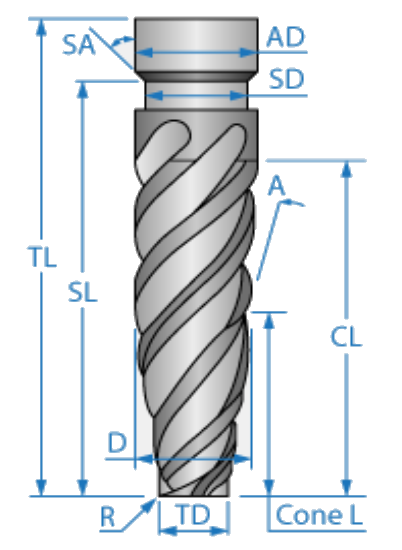
The diameter and the length of the cylindrical tool arbor are defined as Arbor Diameter (AD) and (Total Length (TL) - Shoulder Length (SL) ), respectively.
The Shoulder Length (SL) value must be greater than or equal to that of the Cutting Length (CL).
The default Arbor Diameter value is equal to that of the Diameter;
The Shoulder Length value is equal to that of the following expression:
Cutting Length + (Outside Holder Length – Cutting Length)/2.
To define the taper tool by Tip Diameter or by Cone Length, select the appropriate check box near the Tip Diameter or the Cone Length edit boxes.
When the Tip Diameter check box is selected, the Cone Length check box is unselected and the relevant edit box is disabled; the Cone Length value is thus automatically calculated.
When the Cone Length check box is selected, the Tip Diameter check box is unselected and the relevant edit box is disabled; the Tip Diameter value is thus automatically calculated.
|
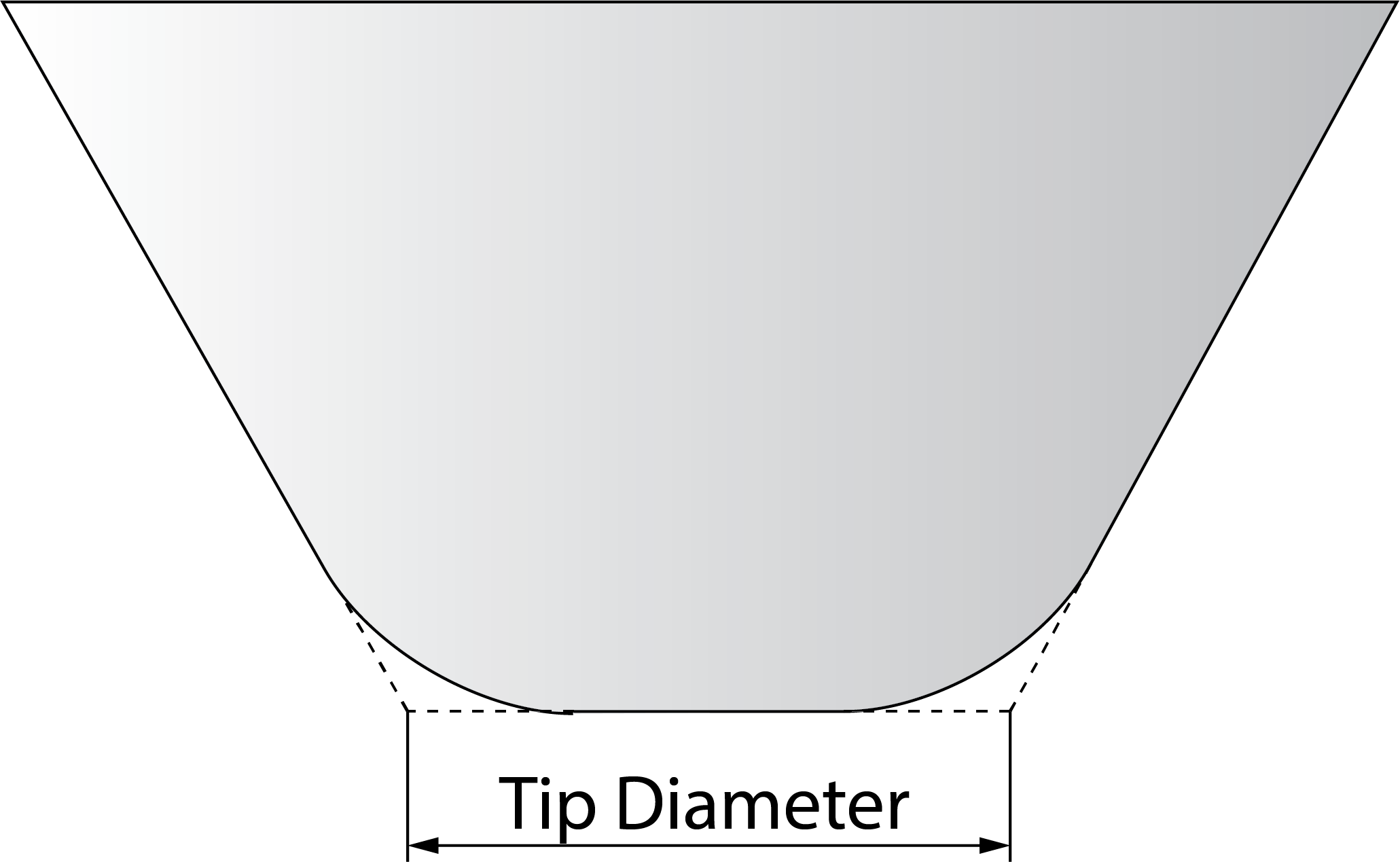
Note that the Tip Diameter is the diameter of the virtual intersection of the conical shape with the bottom plane.
|
Parameter limitations
Parameter |
Range |
Tip Diameter (TD) |
Tip Diameter (TD) < Diameter (D) |
Angle (A) |
0° < Angle (A) < 90° |
Corner Radius (R) |
Corner Radius (R) < Cone Length Corner Radius (R) < Tip Diameter/2 |
Cutting length (CL) |
Cutting Length (CL) < Shoulder Length (SL) |
Shoulder Length (SL) |
Cutting Length (CL) < Shoulder Length (SL) |
Chamfering with a Taper mill
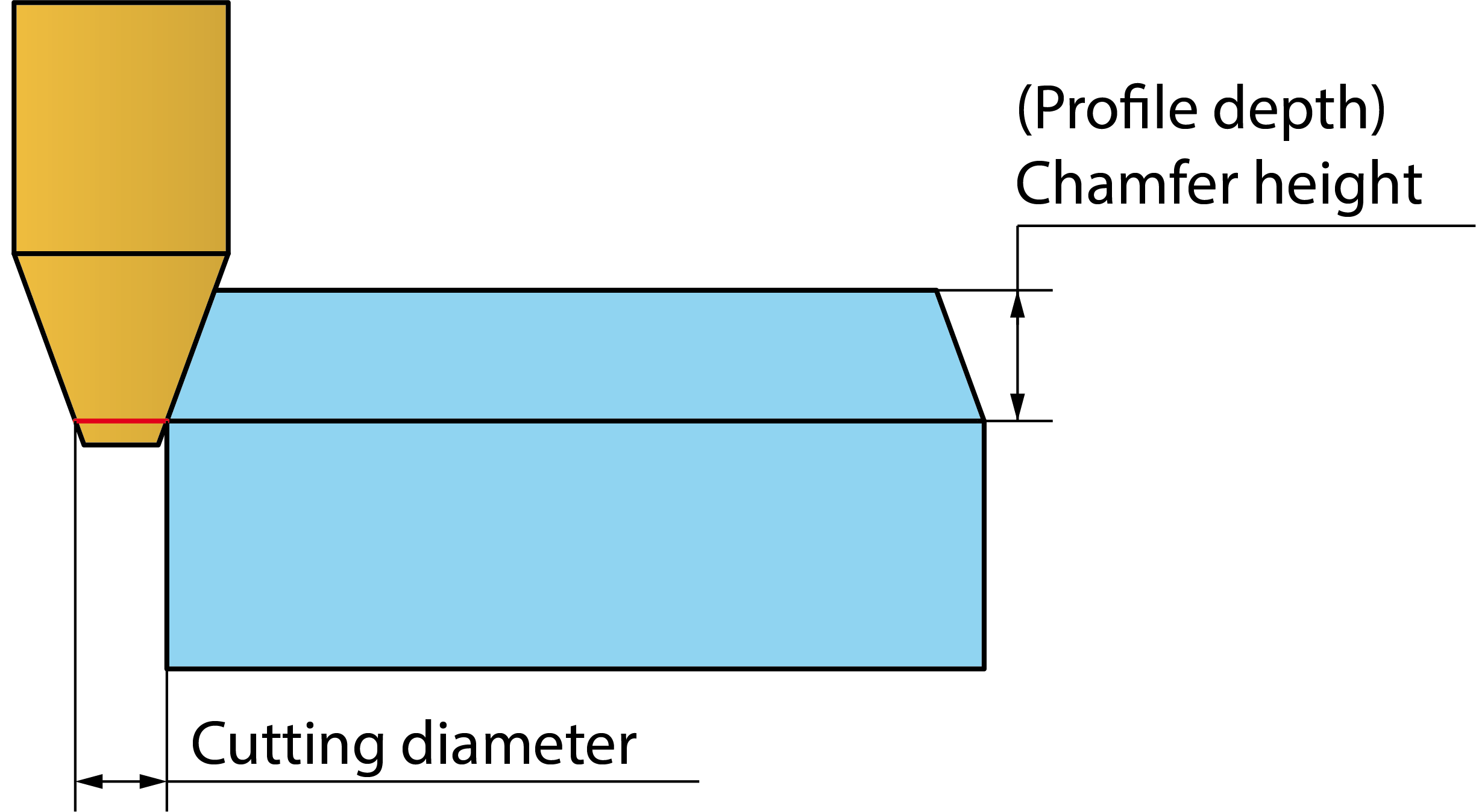
A Taper mill can be used to machine chamfers in Profile, Contour 3D, Pocket and Edge Deburring Recognition operations.
When the Cutting diameter value is greater than the Tip Diameter of the Taper mill, you can move the tool tip outside the chamfer. In such a way, the machining is performed by the conical part of the tool that can avoid the burr formation on the chamfer edge.
Related Topics