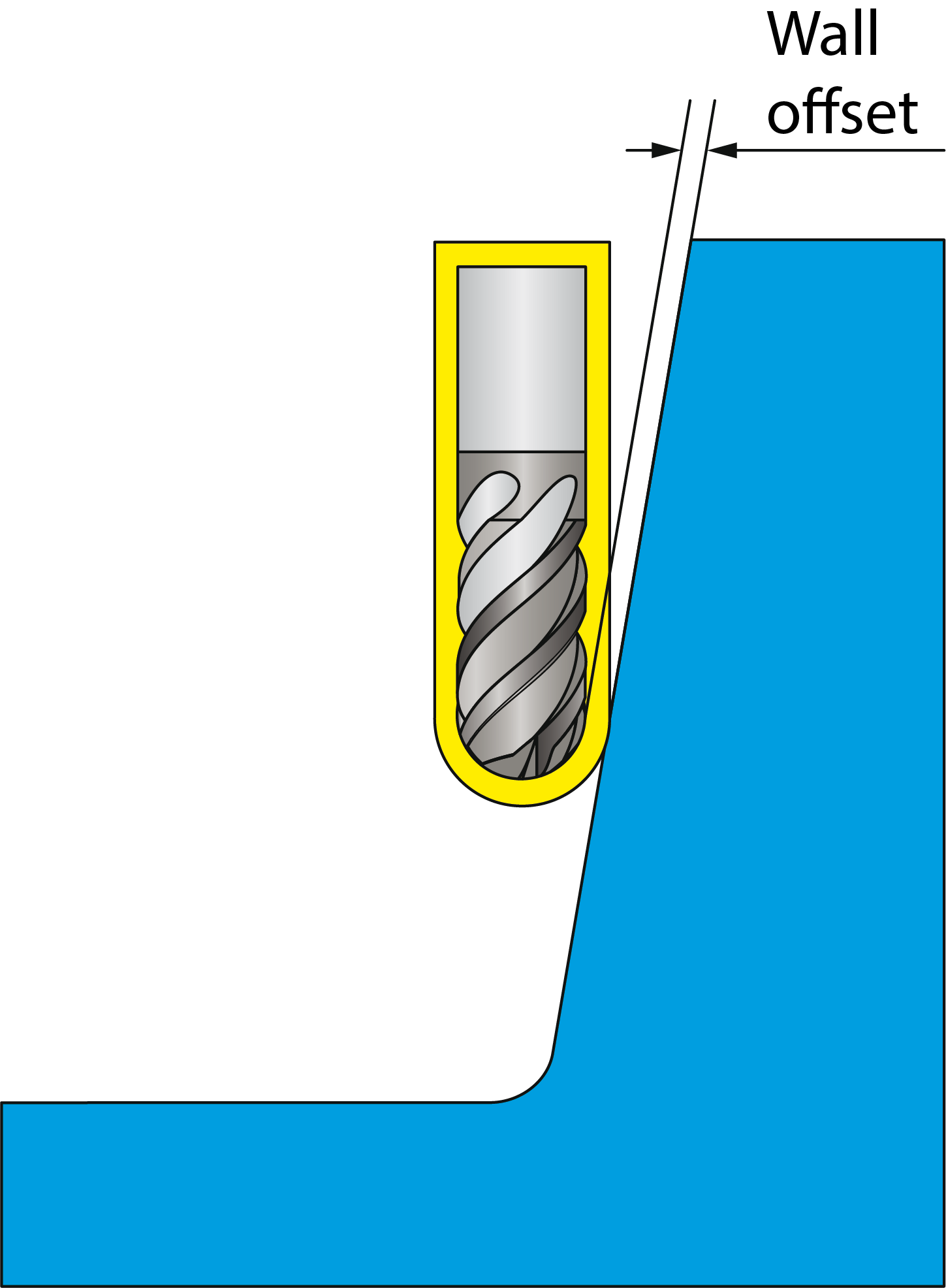
Wall offset
This option enables you modify the tool diameter. The machining is performed using the modified tool.
Positive value
The tool is moved away from the machining surface by the defined value. The offset will be left unmachined on the surfaces. Generally, positive values are used for roughing and semi-finishing operations to leave an allowance for further finishing operations.
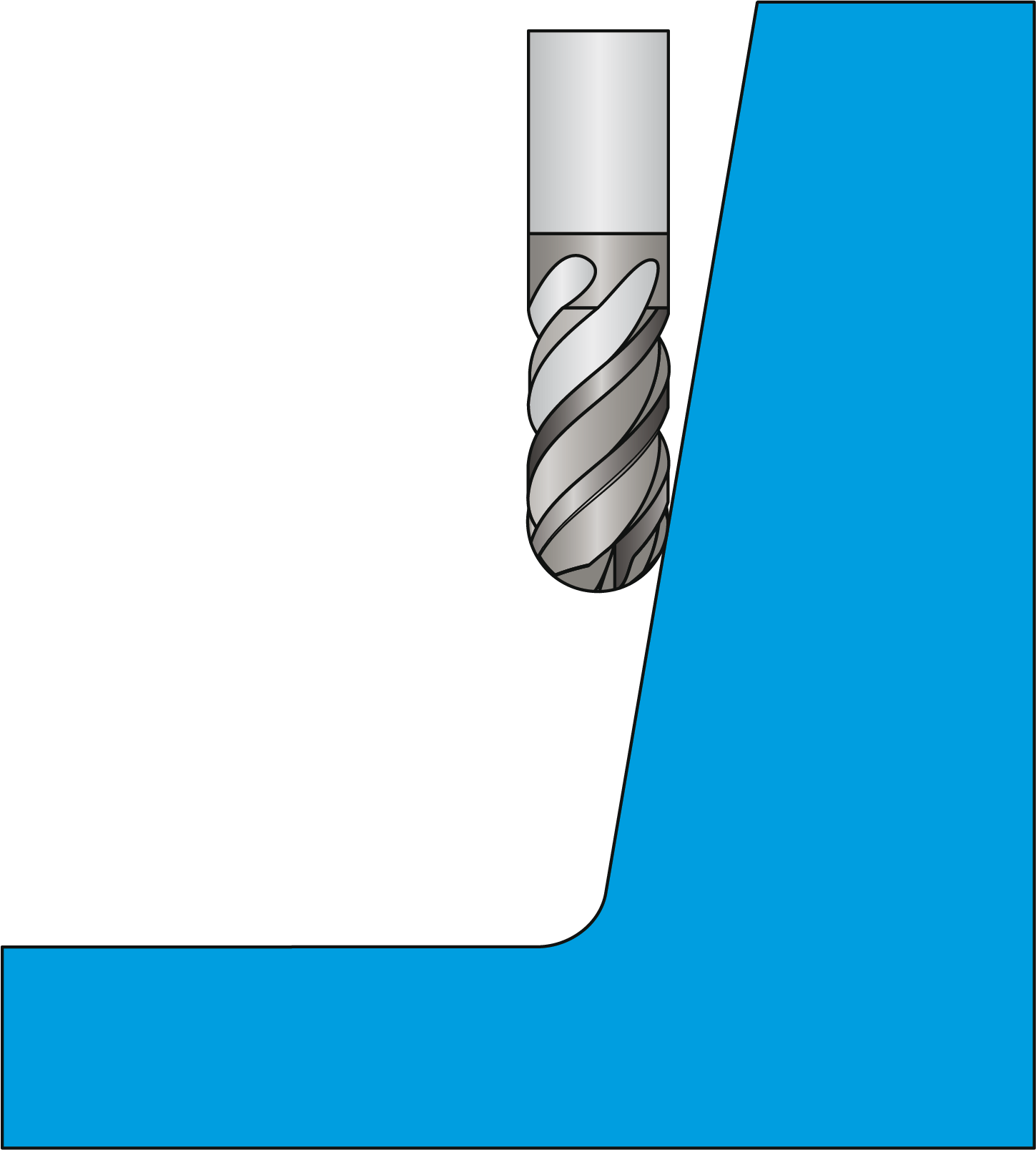
No offset
The tool with the specified diameter is used for the tool path calculation. The machining is performed directly on the model surfaces. Generally, zero offset is used for finishing operations.
Negative value
The tool is moved deeper into the material penetrating the machining surface by the specified value.
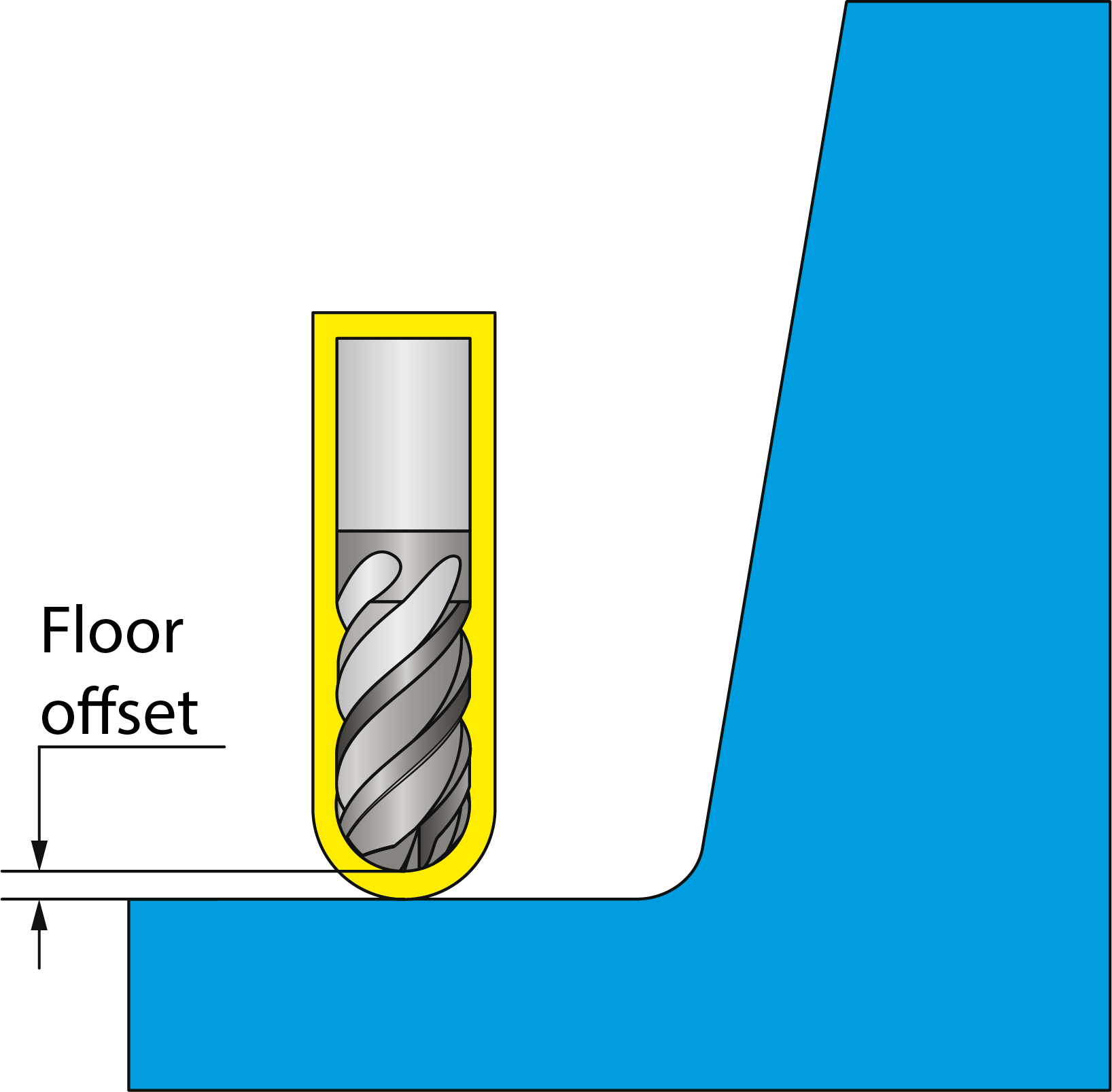
This option is used in special circumstances, such as producing electrodes with a spark gap. The tool will remove material at a level below the designated surface. The calculations are based on a modified tool smaller than the one used.
|
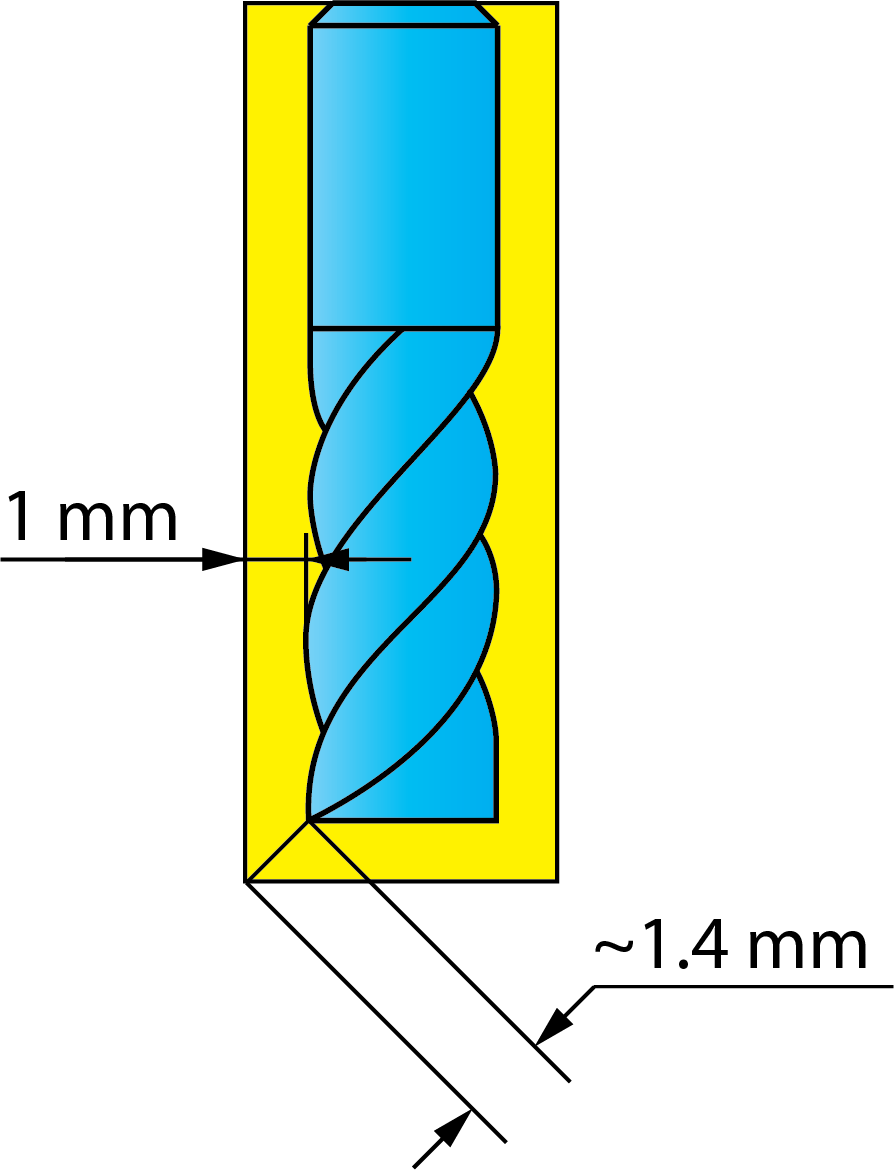
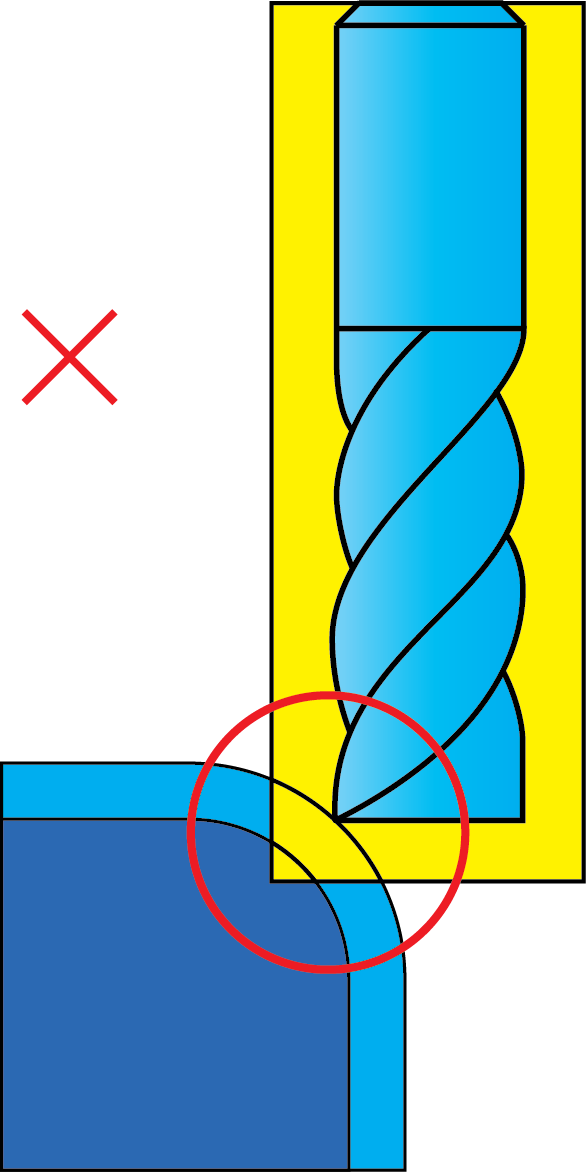
Since the calculations for negative values are based on a modified tool which is smaller than the one used, the offset must be equal to or smaller than the corner radius of the tool. Where the offset is greater than the corner radius of the tool, surfaces at angles near to 45° are unfavorably affected as the corner of the tool impacts on the machined surface, since the offset at the corners is in fact greater than the value set (see image). Surfaces that are horizontal or vertical are not affected.
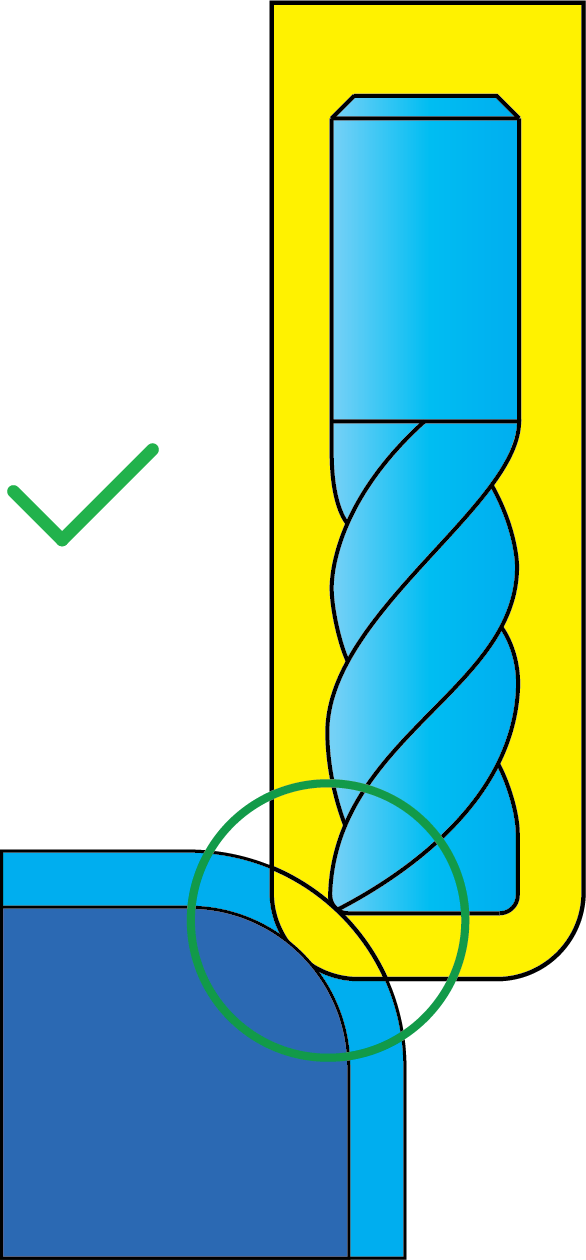
If a negative value (e.g. –1 mm) is applied to a tool without corner radius, the real offset at the corners of the tool will be considerably greater than 1 mm (–1.4 mm appx.). This is obviously incorrect. If you want to simulate a negative offset with a slot mill, start by defining a bull-nosed tool with the corner radius equal to the negative value of the offset – corner radius of 1 mm is used with negative offset of –1 mm. If you define an end mill, the offset will be greater than the value set on surfaces nearing 45 degrees.
Using a bull-nosed tool with a positive corner radius equal to the desired negative offset, you will achieve better and more accurate results.
|
Related Topics