Step over
Step over
Step over is the distance between two adjacent passes.
In the 3D Constant step over strategy, the value of the Step over is constant.
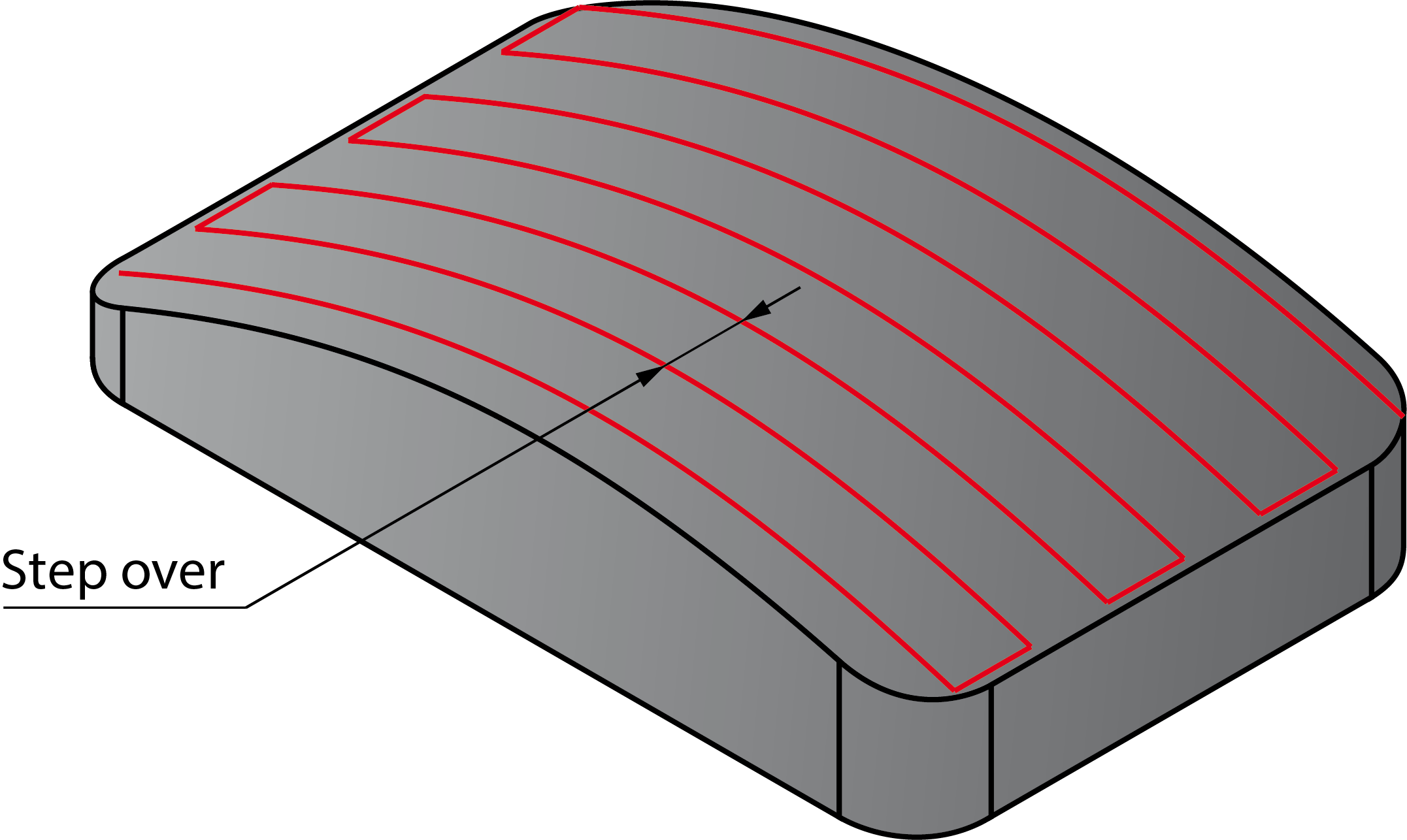
In Morphed machining and Offset cutting strategies, the actual Step over can vary, and this parameter defines the maximal step over value.
For all the strategies, this parameter is measured in the XY-plane, but for the 3D Constant step over strategy, Step over is measured along the surface.
In HM Roughing strategy, the parameter can be defined either by value, or in % of tool diameter, while the default value is 65% of the tool diameter.
|
This parameter is available for Linear machining, Radial machining, Spiral machining, Morphed machining, Offset cutting, 3D Constant step over, Hatch roughing, and HM Roughing. |
Step over type
Core
All passes are offsets of the the machinable area. All areas are machined from the outside inwards.
Cavity
All passes are offsets of the machinable area. All areas are machined from the centre outwards.
HM Spiral
All passes are offsets of the part area. Core areas are machined from the outside inwards. Cavity areas are machined from the centre outwards.
|
This parameter is available for the HM Roughing strategy. |
Variable stepover
For most geometries a constant stepover is not ideal. For areas where the surface inclination is large, the 3-dimensional distance between parallel cuts or different revolutions of the spiral gets stretched, which increases the cusp height. Variable stepover feature adapts the stepover distance to counteract this effect.
This option is disabled when the check box is unchecked.
|
This parameter is available for the Contour Rest Machining strategy. |
Related Topics