Rough
The tool path movements are parallel to the Z-axis (longitudinal turning) or to the X-axis (facial turning). Semi-finishing and finishing passes are performed, if chosen, at the end of the rough stage. The tool path calculation depends on whether CNC-machine cycles are used or not.

Using the CNC-machine cycle
When the Use cycle check box is selected, the tool movements are performed according to the machine cycle of the particular CNC-controller.
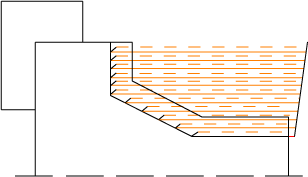
When the Mode is set to Long, the tool movements are parallel to the Z-axis; for each step down, the tool movements start from a line connecting the start point of the tool and the start point of the geometry.
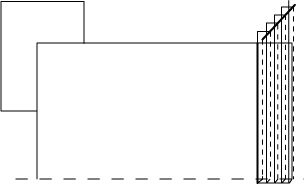
When the Mode is set to Face, the tool movements are parallel to the X-axis; for each step down, the tool movements start from a line connecting the start point of the tool and the start point of the geometry.
|
Note that the simulation shown by the program might be slightly different from the actual machine cycle. |
Not using the CNC-machine cycle
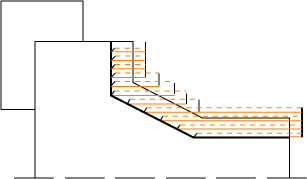
When the Use cycle check box is not selected, the tool movements calculated by the program are reduced to save machining time. The program takes into account the material boundary in the beginning of the operation. The tool movements are performed between the material boundary in the beginning of the operation and the material geometry in the end of the operation.
When the Mode is set to Long, the tool movements are parallel to the Z-axis.
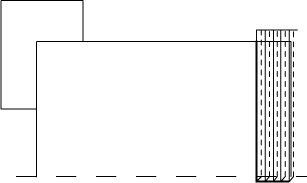
The tool movements are parallel to the X-axis.
Working area
This option enables you to limit the tool path with a specified boundaries, within which the cutting passes are performed with working feed.
Clicking on Working area displays the Material boundary dialog box that enables you to define the geometry chain of the working area boundaries using the Chain Options dialog box.
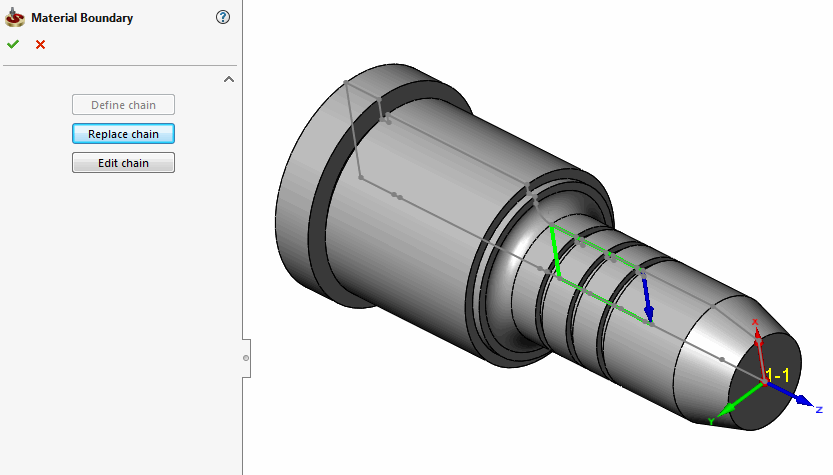
When the Working area is defined, machining of the whole specified area is performed with working feed regardless of material found in this area.
When the Working area is not defined, the material is approached with rapid feed till the Safety distance level, and then machining is performed with working feed.

Related Topics